
大容积厚壁高压储氢钢内胆的加工工艺.pdf

小新****ou

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大容积厚壁高压储氢钢内胆的加工工艺.pdf
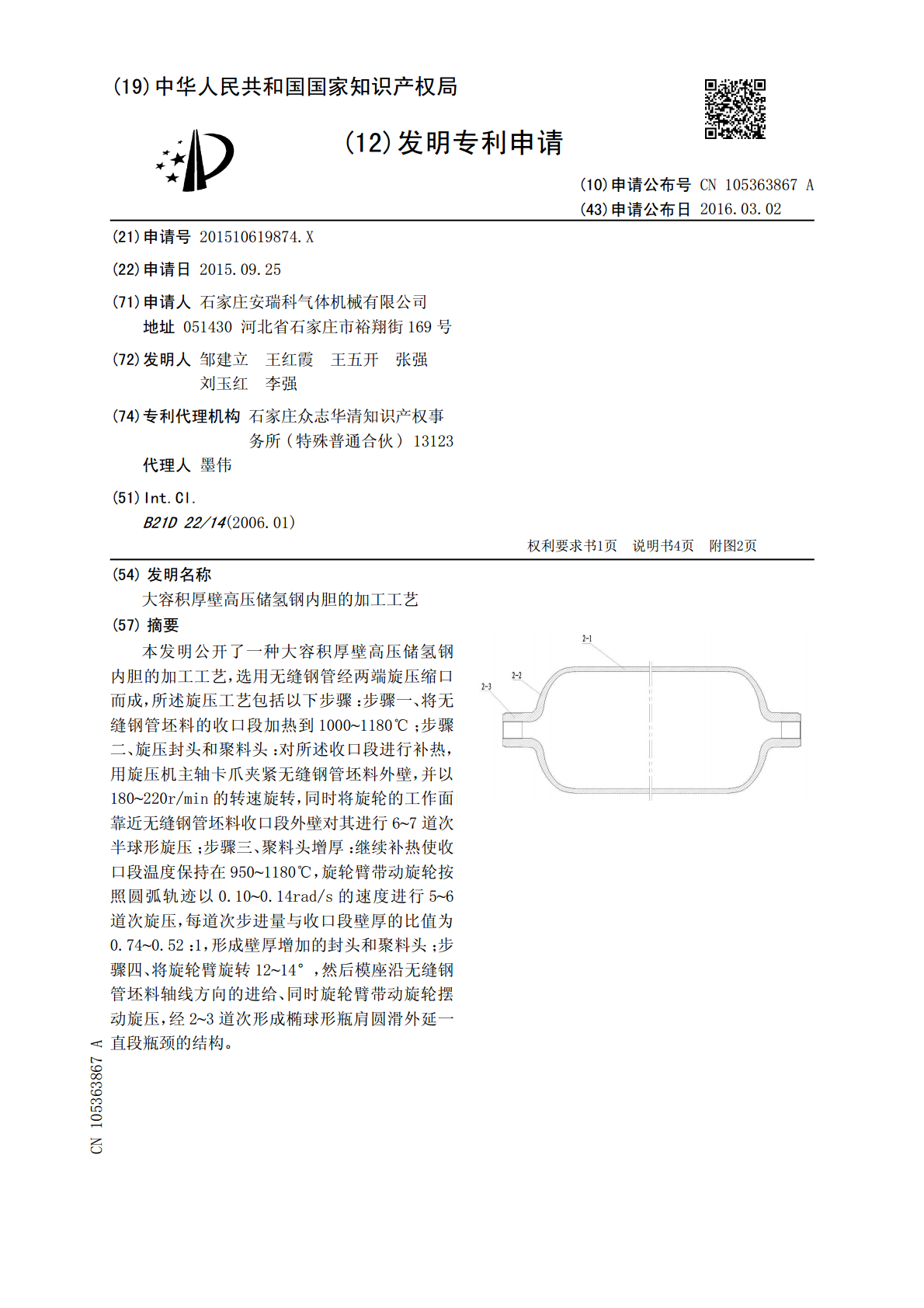
本发明公开了一种大容积厚壁高压储氢钢内胆的加工工艺,选用无缝钢管经两端旋压缩口而成,所述旋压工艺包括以下步骤:步骤一、将无缝钢管坯料的收口段加热到1000~1180℃;步骤二、旋压封头和聚料头:对所述收口段进行补热,用旋压机主轴卡爪夹紧无缝钢管坯料外壁,并以180~220r/min的转速旋转,同时将旋轮的工作面靠近无缝钢管坯料收口段外壁对其进行6~7道次半球形旋压;步骤三、聚料头增厚:继续补热使收口段温度保持在950~1180℃,旋轮臂带动旋轮按照圆弧轨迹以0.10~0.14rad/s的速度进行5~6道次
大容积全缠绕高压储氢容器的加工工艺.pdf
本发明公开了一种大容积全缠绕高压储氢容器的加工工艺,选用无缝钢管经两端旋压缩口而成,包括以下步骤:将无缝钢管坯料的收口段加热到1000~1180℃;旋压封头和聚料头:对所述收口段进行补热,用旋压机主轴卡爪夹紧无缝钢管坯料外壁,并以180~220r/min的转速旋转,同时将旋轮的工作面靠近无缝钢管坯料收口段外壁对其进行7~8道次半球形旋压;聚料头增厚:继续补热使收口段温度保持在950~1180℃,旋轮臂带动旋轮按照圆弧轨迹以0.10~0.14rad/s的速度进行5~6道次旋压,每道次步进量与收口段壁厚的比值
一种用于控制储氢罐内胆壁厚均匀的工装.pdf
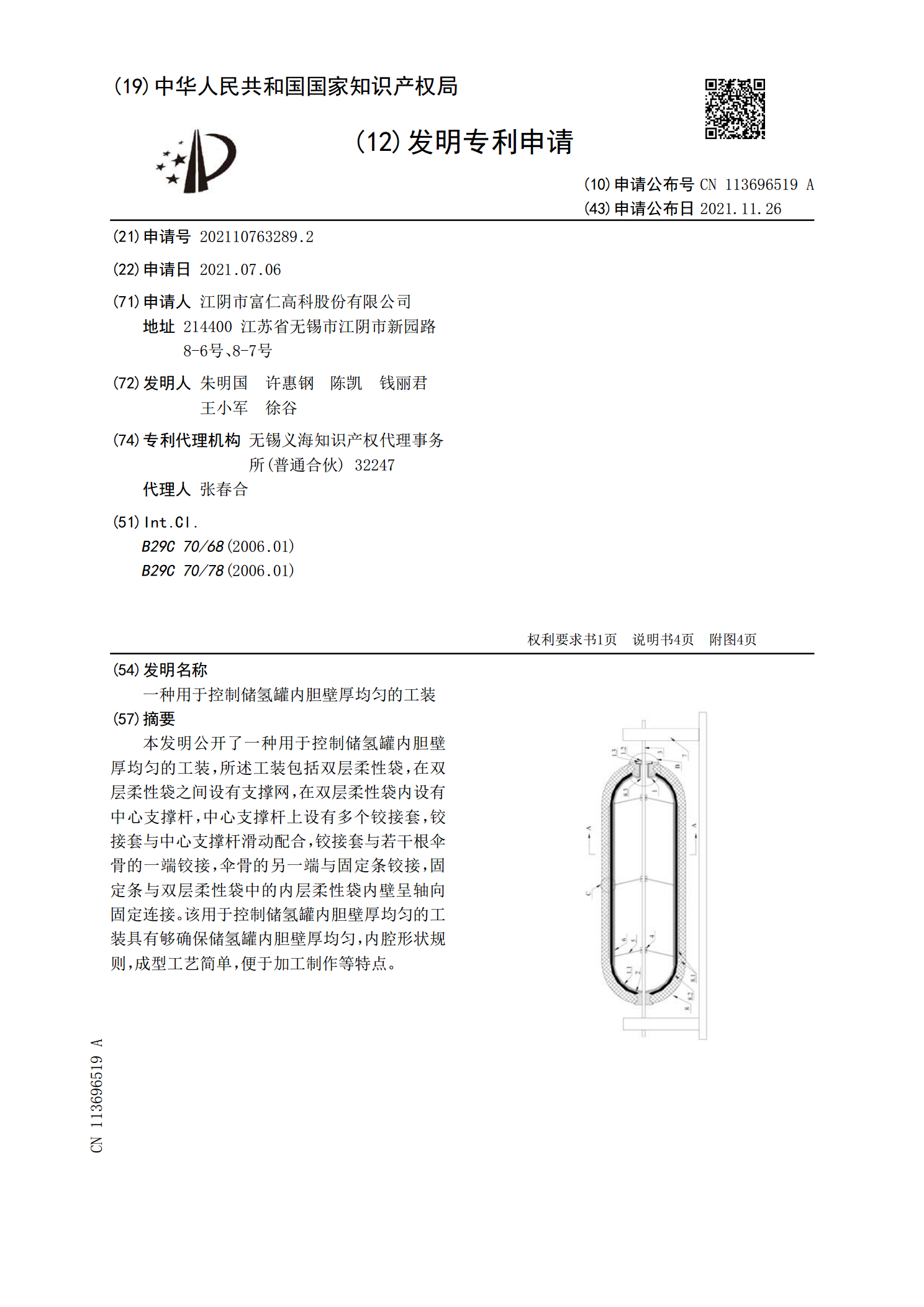
本发明公开了一种用于控制储氢罐内胆壁厚均匀的工装,所述工装包括双层柔性袋,在双层柔性袋之间设有支撑网,在双层柔性袋内设有中心支撑杆,中心支撑杆上设有多个铰接套,铰接套与中心支撑杆滑动配合,铰接套与若干根伞骨的一端铰接,伞骨的另一端与固定条铰接,固定条与双层柔性袋中的内层柔性袋内壁呈轴向固定连接。该用于控制储氢罐内胆壁厚均匀的工装具有够确保储氢罐内胆壁厚均匀,内腔形状规则,成型工艺简单,便于加工制作等特点。

等壁厚螺杆钻具定子加工工艺研究.doc
等壁厚螺杆钻具定子加工工艺研究目前国内外公知的螺杆钻具定子的加工方法是将橡胶浇铸在定子壳体光滑内壁形成的,橡胶衬套的内表面是螺旋曲面。橡胶衬套厚薄不均,螺杆钻具定子在工作时,容易导致定子过早失效,从而缩短了螺杆钻具的使用寿命,因此,如何提高螺杆钻具定子橡胶寿命,成为当前螺杆钻具应用研究领域中的主要难题之一。大量文献数据和研究资料表明,通过合理改变定子壳体的形状,使定子橡胶层薄且均匀,以克服常规螺杆钻具定子技术的不足,能有效地改善螺杆钻具的工作环境,提高其使用寿命。所以如何选择、设计和加工定子曲线,成为解决

等壁厚螺杆钻具定子加工工艺研究.doc
等壁厚螺杆钻具定子加工工艺研究目前国内外公知的螺杆钻具定子的加工方法是将橡胶浇铸在定子壳体光滑内壁形成的,橡胶衬套的内表面是螺旋曲面。橡胶衬套厚薄不均,螺杆钻具定子在工作时,容易导致定子过早失效,从而缩短了螺杆钻具的使用寿命,因此,如何提高螺杆钻具定子橡胶寿命,成为当前螺杆钻具应用研究领域中的主要难题之一。大量文献数据和研究资料表明,通过合理改变定子壳体的形状,使定子橡胶层薄且均匀,以克服常规螺杆钻具定子技术的不足,能有效地改善螺杆钻具的工作环境,提高其使用寿命。所以如何选择、设计和加工定子曲线,成为解决