
大容积全缠绕高压储氢容器的加工工艺.pdf

是你****盟主


1/10
2/10
3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大容积全缠绕高压储氢容器的加工工艺.pdf
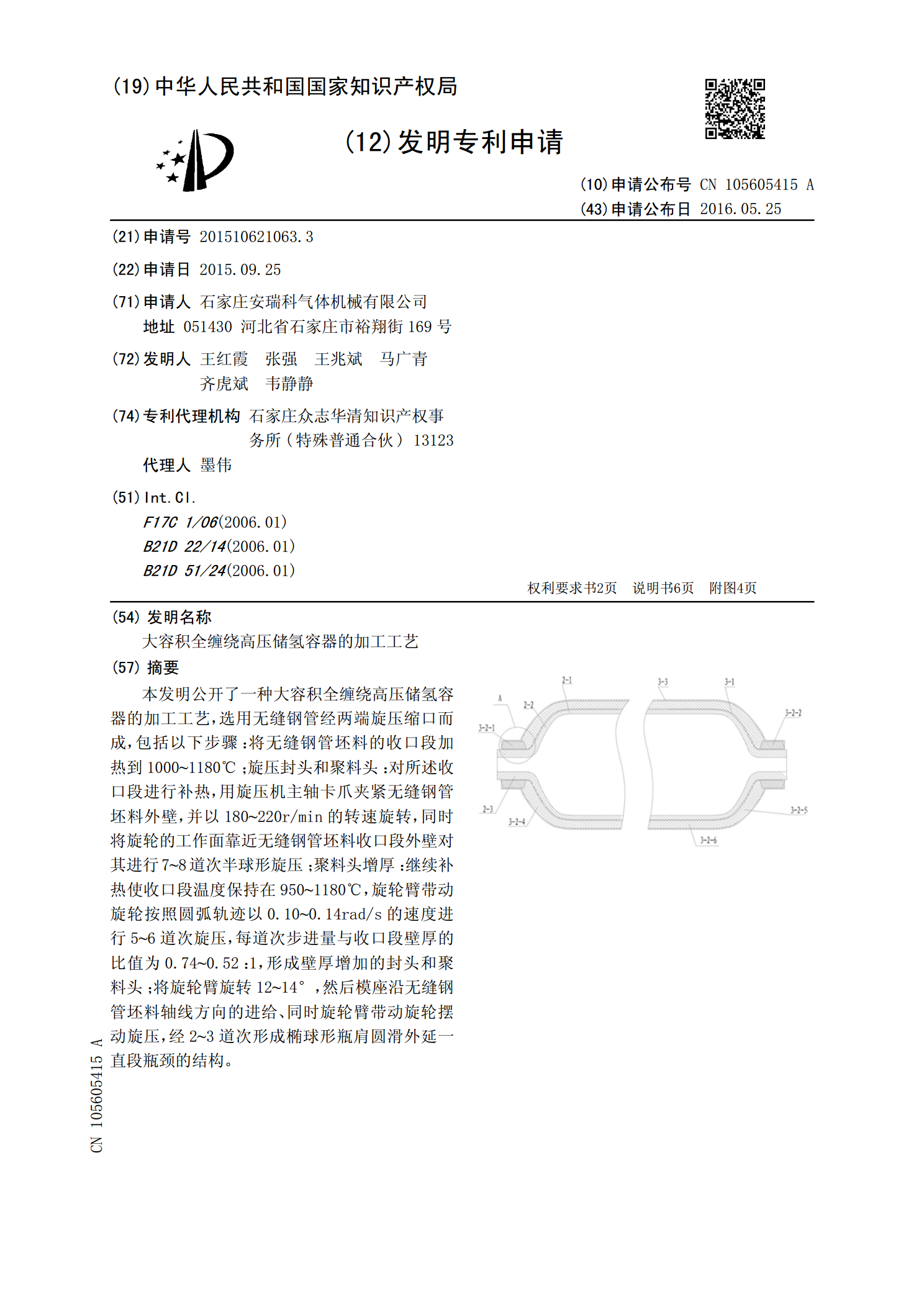
本发明公开了一种大容积全缠绕高压储氢容器的加工工艺,选用无缝钢管经两端旋压缩口而成,包括以下步骤:将无缝钢管坯料的收口段加热到1000~1180℃;旋压封头和聚料头:对所述收口段进行补热,用旋压机主轴卡爪夹紧无缝钢管坯料外壁,并以180~220r/min的转速旋转,同时将旋轮的工作面靠近无缝钢管坯料收口段外壁对其进行7~8道次半球形旋压;聚料头增厚:继续补热使收口段温度保持在950~1180℃,旋轮臂带动旋轮按照圆弧轨迹以0.10~0.14rad/s的速度进行5~6道次旋压,每道次步进量与收口段壁厚的比值

大容积厚壁高压储氢钢内胆的加工工艺.pdf
本发明公开了一种大容积厚壁高压储氢钢内胆的加工工艺,选用无缝钢管经两端旋压缩口而成,所述旋压工艺包括以下步骤:步骤一、将无缝钢管坯料的收口段加热到1000~1180℃;步骤二、旋压封头和聚料头:对所述收口段进行补热,用旋压机主轴卡爪夹紧无缝钢管坯料外壁,并以180~220r/min的转速旋转,同时将旋轮的工作面靠近无缝钢管坯料收口段外壁对其进行6~7道次半球形旋压;步骤三、聚料头增厚:继续补热使收口段温度保持在950~1180℃,旋轮臂带动旋轮按照圆弧轨迹以0.10~0.14rad/s的速度进行5~6道次
一种大容量高压储氢容器缠绕复合壳层的制作方法.pdf
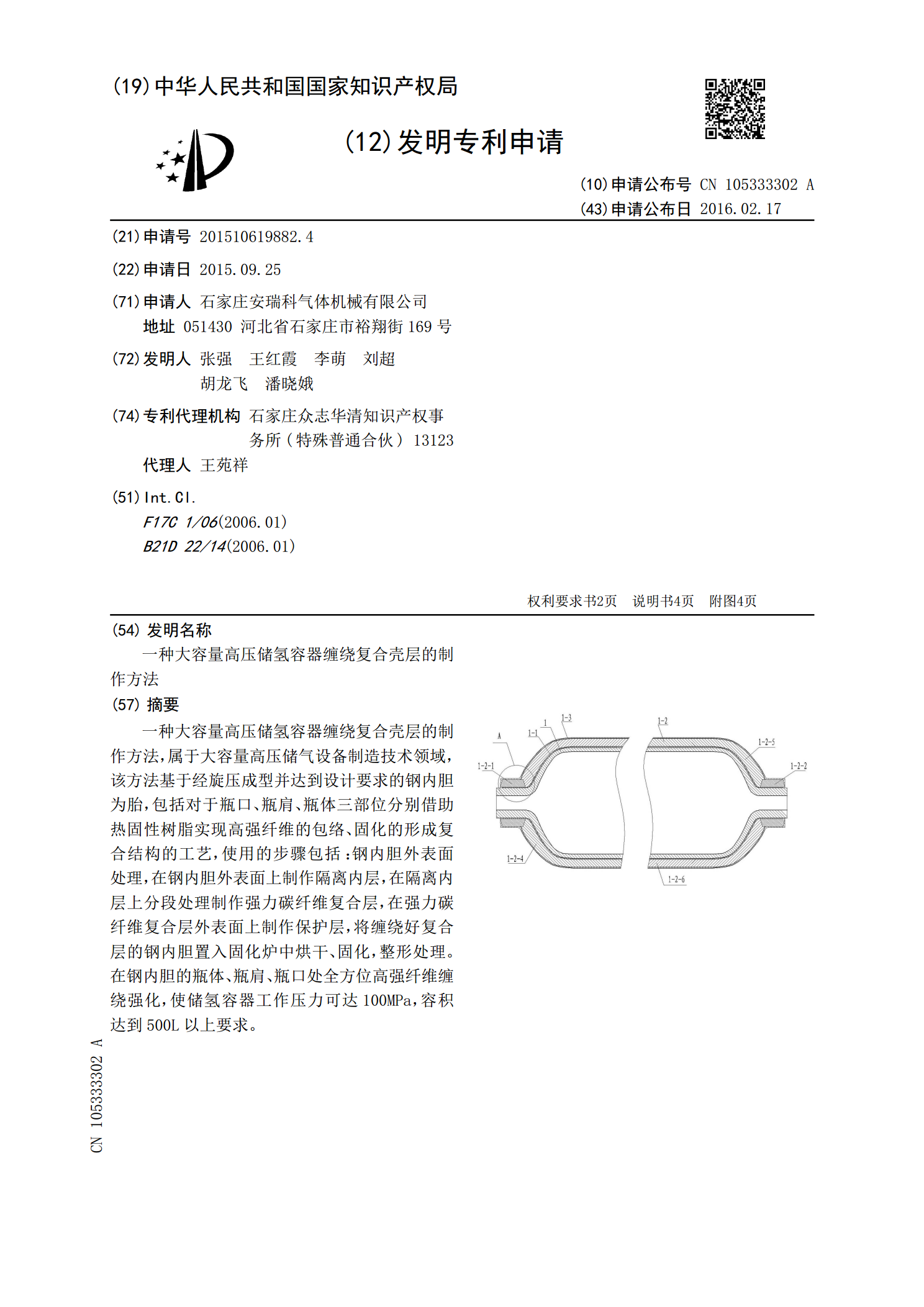
一种大容量高压储氢容器缠绕复合壳层的制作方法,属于大容量高压储气设备制造技术领域,该方法基于经旋压成型并达到设计要求的钢内胆为胎,包括对于瓶口、瓶肩、瓶体三部位分别借助热固性树脂实现高强纤维的包络、固化的形成复合结构的工艺,使用的步骤包括:钢内胆外表面处理,在钢内胆外表面上制作隔离内层,在隔离内层上分段处理制作强力碳纤维复合层,在强力碳纤维复合层外表面上制作保护层,将缠绕好复合层的钢内胆置入固化炉中烘干、固化,整形处理。在钢内胆的瓶体、瓶肩、瓶口处全方位高强纤维缠绕强化,使储氢容器工作压力可达100MPa

扁平钢带交错缠绕式高压储氢容器的安全可靠性分析.docx
扁平钢带交错缠绕式高压储氢容器的安全可靠性分析随着能源危机日益加剧和环保意识的日益提高,氢能作为一种清洁、可再生的能源备受关注,而氢气储存容器则是氢能技术应用中至关重要的环节。本文将围绕扁平钢带交错缠绕式高压储氢容器,从安全可靠性的角度进行分析。一、扁平钢带交错缠绕式储氢容器的结构扁平钢带交错缠绕式高压储氢容器,是一种由高强度扁平钢带轴向缠绕而成的容器,其结构类似蛋卷,但是较为厚实。其特点在于材料强度高,弯曲能力强,同时由于采用了交错缠绕的结构,使得其间隙更小、更紧密,管壁厚度分布更加均匀,从而使得储氢容

全多层钢制高压储氢容器定期检验方法研究.docx
全多层钢制高压储氢容器定期检验方法研究全多层钢制高压储氢容器定期检验方法研究摘要:本研究针对全多层钢制高压储氢容器,在其使用周期内进行定期检验的方法进行了研究。通过分析容器的工作原理和结构特点,确定了定期检验的重点内容和方法。同时,提出了一种基于无损检测和性能测试相结合的全面检验方法,以确保容器的安全可靠性。本研究为全多层钢制高压储氢容器的定期检验提供了宝贵的参考。关键词:全多层钢制高压储氢容器;定期检验;无损检测;性能测试一、引言随着能源危机和环境问题的日益突出,氢能作为一种清洁能源备受关注。全多层钢制