
塑料成型模具设计-第十三章-热成型PPT课件.ppt

lj****88


1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑料成型模具设计-第十三章-热成型PPT课件.ppt
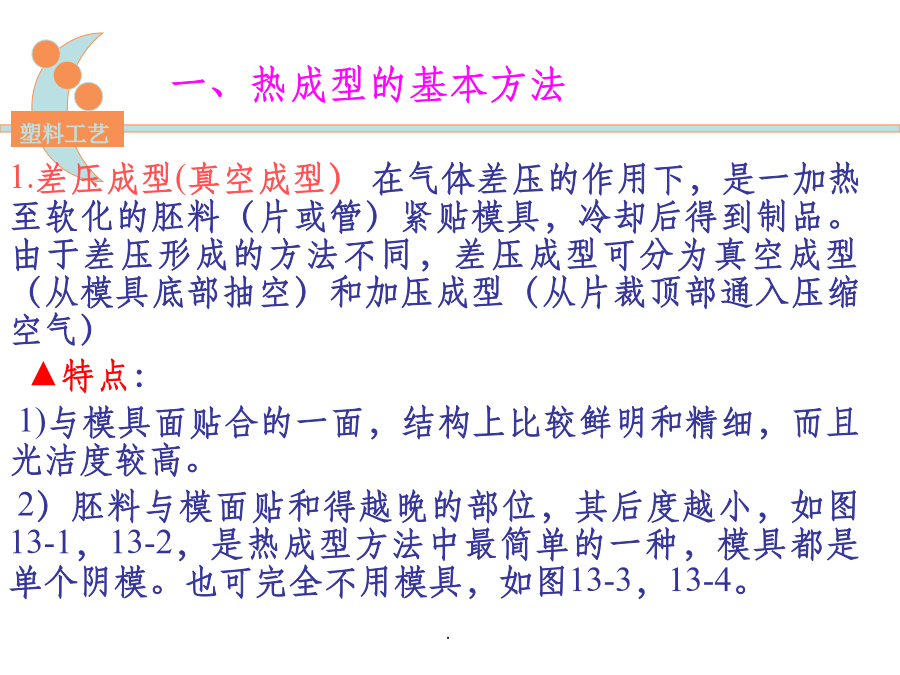
第十一章塑料的热成型第一节热成型的基本方法第二节热成型的设备第三节模具及工艺因素分析13.1概述热成型的基本方法1.热成型:是将热塑性塑料片状管状材料加热至软化,在气体,压力,液体压力或机械压力下,采用适当的模具或夹具而使其成为制品的一种方法。2.特点1)适应性强;可以成型特大,特小,特厚或特薄的制品。2)应用范围广;日常生活中器皿,食品和药品包装,汽车部件等。3)设备投资少;热成型压力不高,对设备要求不高。4)模具制造方便;∵压力低,除金属外,木材,塑料,石膏等∴热成型在近十年才有较大的发展。3.成型基

塑料成型模具设计热成型.ppt
第十一章塑料的热成型第一节热成型的基本方法第二节热成型的设备第三节模具及工艺因素分析13.1概述热成型的基本方法1.热成型:是将热塑性塑料片状管状材料加热至软化,在气体,压力,液体压力或机械压力下,采用适当的模具或夹具而使其成为制品的一种方法。2.特点1)适应性强;可以成型特大,特小,特厚或特薄的制品。2)应用范围广;日常生活中器皿,食品和药品包装,汽车部件等。3)设备投资少;热成型压力不高,对设备要求不高。4)模具制造方便;∵压力低,除金属外,木材,塑料,石膏等∴热成型在近十年才有较大的发展。3.成型基

塑料成型及模具设计课件PPT.ppt
第六章压制成型二、压缩模塑原理⑸生产周期长、效率低。二、模压设备和模具液压机按机身结构分2.模压设备的种类三、压缩模塑工艺为方便操作和提高塑件的质量,先用预压模将粉状、纤维状的塑料粉在预压机上压成重量一定、形状一致的锭料。生产过程复杂,实际生产中一般不进行预压。三、压缩模塑工艺三、压缩模塑工艺作为塑件中导电部分或使塑件与其它零件相连接的零件。三、压缩模塑工艺三、压缩模塑工艺合模后加压至一定压力,立即卸压,凸模稍微抬起,连续1~3次。在成型压力与温度下保持一定的时间,使交联反应进行到要求的程度。三、压缩模塑

塑料成型工艺与模具设计ppt课件.ppt
塑料成型工艺与模具设计第一章绪论第二章塑料成型基础第三章塑料成型工艺与塑料成型制件的工艺性第四章注射成型模具结构及注射机第二节注射模具的典型结构第四章注射成型模具结构及注射机第三节注射模与注射机的关系第五章注射模设计第五章注射模设计第二节浇注系统与排溢系统的设计第二节浇注系统与排溢系统的设计浇口的设计浇注系统的平衡冷料穴的设计排溢系统的设计热流道浇注系统第三节成型零件的设计二、成型零件的工作尺寸计算模具型腔和型芯工作尺寸的计算三、型腔侧壁和底板厚度的计算第四节合模导向机构设计第五节推出机构设计七、二级推出

塑料成型工艺与模具设计教案ppt课件.ppt
复习提问:1.掌握按结构特征分类的压缩模结构特点,适用场合,以及压缩模的工作原理和动作过程。2.掌握压缩模的设计要点。原料放入模具§5.1压缩模的类型与结构组成§5.1压缩模的类型与结构组成§5.1压缩模的类型与结构组成§5.1压缩模的类型与结构组成§5.1压缩模的类型与结构组成§5.1压缩模的类型与结构组成§5.1压缩模的类型与结构组成§5.1压缩模的类型与结构组成§5.1压缩模的类型与结构组成§5.2模具与压机关系二、开模力的校核三、脱模力的校核四、闭合高度的校核五、装模尺寸的校核六、顶出机构的校核一