
五轴联动机床动态误差与RTCP分析.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

五轴联动机床动态误差与RTCP分析.docx
五轴联动机床动态误差与RTCP分析五轴联动机床是一种高精度加工设备,由于其结构复杂、动态特性及零件定位误差等因素的影响,会产生一定的动态误差。为了提高五轴联动机床的加工精度,研究和分析其动态误差及RTCP(RotaryTableCenterPoint)是非常重要的。首先,我们来了解五轴联动机床的基本结构和工作原理。五轴联动机床由床身、主轴、工作台、横梁、转台等部件组成。通过这些机床部件的协调运动,可以实现多角度、多工位的加工操作。五轴联动机床具有加工精度高、刚性好等特点,广泛应用于航空航天、汽车、模具等行

五轴联动机床动态与静态误差综合检测方法.pdf
本发明公开了一种五轴联动机床动态与静态误差综合检测方法,其特征是在五轴联动机床加工精度检测试件进行精度检测时,通过监测分析加工过程中机床各进给轴实际运动位置,得到动态误差;对精度检测试件实际成型轮廓面进行检测分析,得到实际误差;实际误差是动态误差和静态误差的耦合,对实际误差解耦,得到检测试件加工空间范围内的静态误差分布。本发明通过对一个精度检测试件的加工与检测,可以同时得到沿加工轨迹的动态误差和静态误差分布,实现对五轴联动机床动态误差与静态误差的综合检测,也可为误差综合补偿提供参考和依据。

基于球杆仪的五轴机床RTCP误差检测及补偿.docx
基于球杆仪的五轴机床RTCP误差检测及补偿基于球杆仪的五轴机床RTCP误差检测及补偿摘要:随着现代制造业对高精度、高效率的要求不断提高,五轴机床作为一种复杂的设备,其精度和性能成为制约其应用的关键因素之一。RTCP(RotaryToolCenterPoint)是五轴机床加工中的重要参数,其误差会对加工精度产生重要影响。本文利用球杆仪作为误差检测工具,详细研究了五轴机床RTCP误差的检测方法和补偿算法,为提高五轴机床加工精度和效率提供了有效途径。关键词:五轴机床;RTCP误差;球杆仪;检测方法;补偿算法一、

精密五轴联动机床非线性误差分析与后置处理.docx
精密五轴联动机床非线性误差分析与后置处理精密五轴联动机床是一种使用五轴直线拓扑结构进行加工的高精度机床。在加工过程中,由于机床结构、控制系统和选用的零件材料等因素的影响,会产生非线性误差。非线性误差是指机床在运动过程中,发生的与期望轨迹偏离的误差。本论文将对精密五轴联动机床的非线性误差进行分析,并提出相应的后置处理方法。首先,对机床的结构和工作原理进行介绍,以便更好地理解非线性误差的来源和影响。然后,对非线性误差进行分类和定量化分析,包括几何误差、运动误差和刚度误差等方面。在几何误差方面,由于机床的结构和
基于“S”形检验试件的五轴联动数控机床动态误差检验方法.pdf
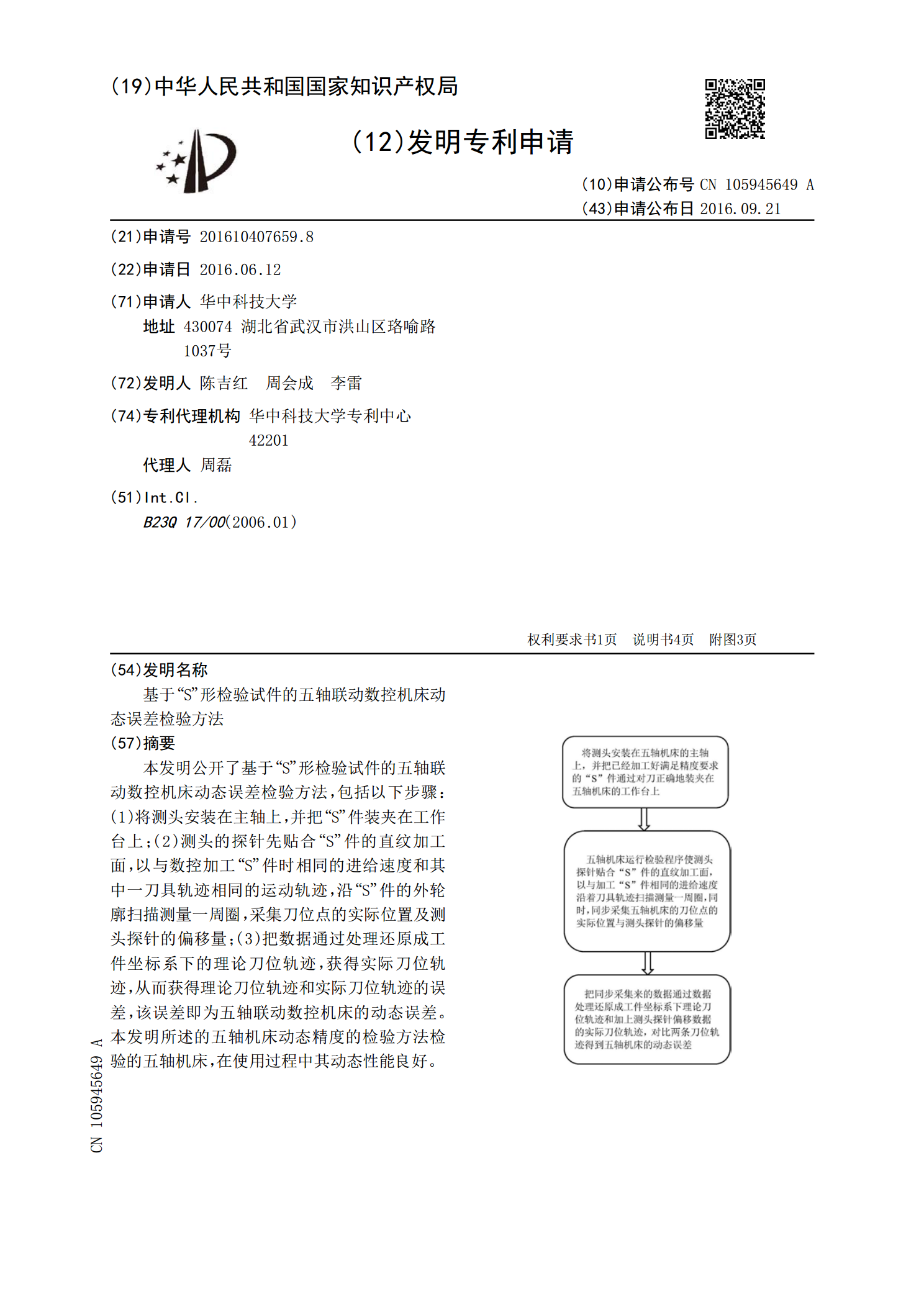
本发明公开了基于“S”形检验试件的五轴联动数控机床动态误差检验方法,包括以下步骤:(1)将测头安装在主轴上,并把“S”件装夹在工作台上;(2)测头的探针先贴合“S”件的直纹加工面,以与数控加工“S”件时相同的进给速度和其中一刀具轨迹相同的运动轨迹,沿“S”件的外轮廓扫描测量一周圈,采集刀位点的实际位置及测头探针的偏移量;(3)把数据通过处理还原成工件坐标系下的理论刀位轨迹,获得实际刀位轨迹,从而获得理论刀位轨迹和实际刀位轨迹的误差,该误差即为五轴联动数控机床的动态误差。本发明所述的五轴机床动态精度的检验方