
一种大直径薄壁筒体间横缝自动焊接工艺.pdf

玉军****la

1/10

2/10
3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大直径薄壁筒体间横缝自动焊接工艺.pdf
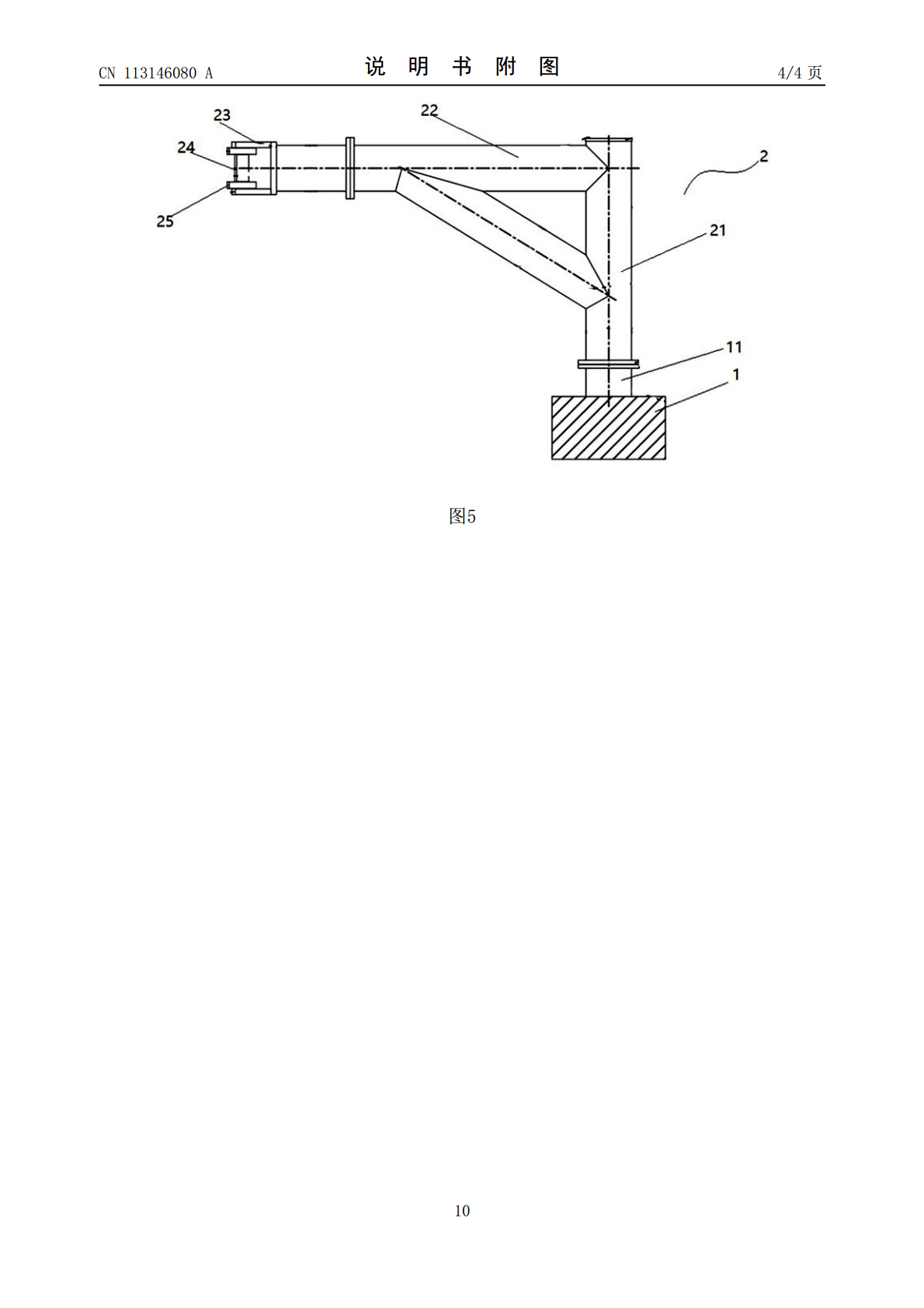
本发明涉及一种大直径薄壁筒体间横缝自动焊接工艺,其特征在于:具体焊接工艺如下:S1:薄壁筒体对接;S2:等离子打底焊;S3:钨极氩弧自动焊;本发明中通过在薄壁筒体的内外两侧设置支撑架,通过支撑架的限位,实现将对接的薄壁筒体位置进行限位,这样可以避免在薄壁筒体进行对接时的费时费力的进行中心高精度对中;在焊接时通回转盘转动带动对接的薄壁筒体旋转,通过内、外侧支撑架来保证焊接位置一直处于高精度的对接状态;焊接效率大幅提高,同时降低了焊工的劳动强度。
一种大直径薄壁双管板与筒体环缝焊接工艺.pdf
本发明公开了一种大直径薄壁双管板与筒体环缝焊接工艺,包括以下步骤:1)装配:将两组管板与筒节分别组装到位、二者的坡口相接,同组的管板与筒节通过数块拉筋板点焊固定;2)联接:两管板的正面紧靠在一起,采用数根拉杆穿过两管板的管孔,在拉杆的两端均通过螺母紧固、将两管板相对位置固定;3)焊接:在每组管板与筒节的坡口内进行两次以上的环缝焊接,两组管板与筒节的环缝焊接交替进行;4)热处理:对两组管板与筒节的环缝进行热处理;5)拆除各拉杆及拉筋板;本发明不仅能大幅减小管板的变形,保证两块管板的孔位配合度及后续穿管的顺利
薄壁板筒体定缝扩张装置及薄壁板筒体焊接设备.pdf
本发明公开了一种薄壁板筒体定缝扩张装置及薄壁板筒体焊接设备,属于焊接技术领域中的筒体焊接设备,其目的在于提供一种用于扩张焊接接缝的缝隙大小的薄壁板筒体定缝扩张装置,便于准确定位接缝的位置。其技术方案为:定缝扩张装置包括基体,基体上设置有伸缩同步齿轮;伸缩同步齿轮的上方设置有上扩张伸缩杆,上扩张伸缩杆上连接有上伸缩同步齿条;伸缩同步齿轮的下方设置有下扩张伸缩杆,下扩张伸缩杆上连接有下伸缩同步齿条;上伸缩同步齿条、下伸缩同步齿条分别对应在伸缩同步齿轮的上、下两侧与伸缩同步齿轮啮合。本发明适用于筒体焊接使用的用

薄壁筒体环缝连接方法及工艺设计.doc
1引言1.1课题背景及目旳本次论文是设计薄壁筒体与封头环缝旳连接措施及制造工艺,用来构成内燃机消声器壳体,从而满足设计规定,并对薄壁筒体环缝连接措施及工艺设计进行论证分析。本课题在现实中应用广泛,所用焊接技术也在工业发展中占有重要作用。因此,本次课题旳提出具有重要意义,首先使我们对当今旳钣金连接技术,尤其是焊接技术进行理解,另首先让我们在此基础上进行设计和创新。在设计之前,需对目前钣金连接技术进行深入旳认识和理解,因本次采用焊接技术,故在此只对焊接技术进行阐明。1.2焊接技术发展状况焊接技术是伴随金属旳应
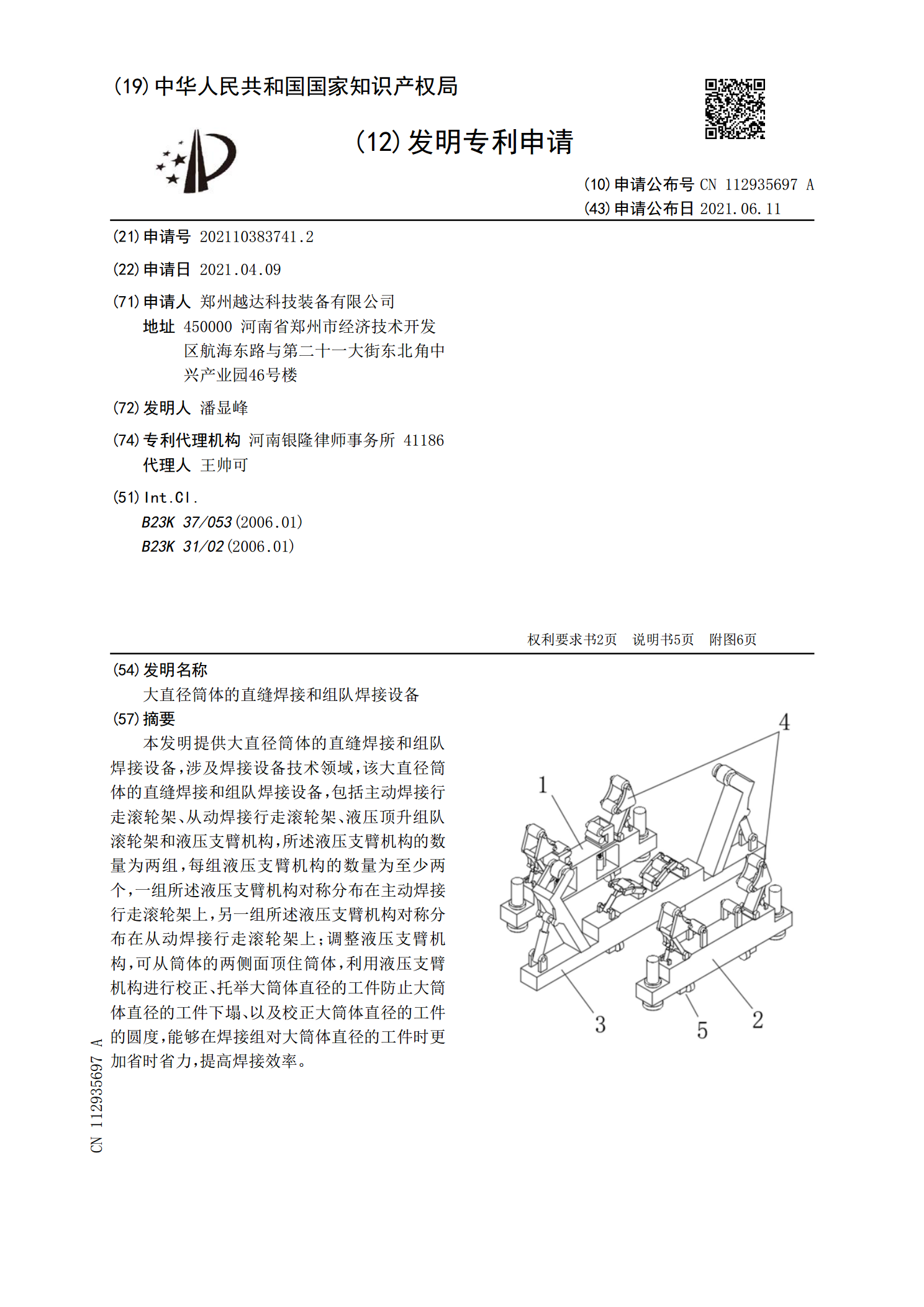
大直径筒体的直缝焊接和组队焊接设备.pdf
本发明提供大直径筒体的直缝焊接和组队焊接设备,涉及焊接设备技术领域,该大直径筒体的直缝焊接和组队焊接设备,包括主动焊接行走滚轮架、从动焊接行走滚轮架、液压顶升组队滚轮架和液压支臂机构,所述液压支臂机构的数量为两组,每组液压支臂机构的数量为至少两个,一组所述液压支臂机构对称分布在主动焊接行走滚轮架上,另一组所述液压支臂机构对称分布在从动焊接行走滚轮架上;调整液压支臂机构,可从筒体的两侧面顶住筒体,利用液压支臂机构进行校正、托举大筒体直径的工件防止大筒体直径的工件下塌、以及校正大筒体直径的工件的圆度,能够在焊