
用冷挤压工艺生产活塞销.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用冷挤压工艺生产活塞销.docx
用冷挤压工艺生产活塞销冷挤压工艺生产活塞销引言:活塞销作为发动机活塞的重要零部件之一,承受着巨大的工作压力和冲击负荷。因此,活塞销的性能和质量直接关系到发动机的可靠性和性能。为了满足日益增长的市场需求,提高产品质量和性能,冷挤压工艺逐渐成为生产活塞销的首选工艺。本文将探讨冷挤压工艺生产活塞销的优势、工艺流程和工艺参数,以及存在的问题和发展趋势。一、冷挤压工艺的优势冷挤压工艺是一种以变形硬化原理为基础的金属成形方法,与传统的热挤压相比具有以下优势:1.原料利用率高:冷挤压工艺可通过改变金属的形状和尺寸从而达

活塞销冷挤压冲头的研究.docx
活塞销冷挤压冲头的研究活塞销冷挤压冲头的研究摘要:本文以活塞销冷挤压冲头的研究为题目,介绍了活塞销冷挤压技术的原理及应用。该技术是一种先进的金属成形技术,可以在高温和高压下通过挤压金属材料来制造复杂形状的工件。本文首先介绍了活塞销冷挤压技术的基本原理和工作过程,然后探讨了活塞销冷挤压冲头的关键技术,包括材料选择、设计和制造等方面。最后,本文总结了活塞销冷挤压冲头的研究进展,并对未来的研究方向进行展望。关键词:活塞销冷挤压、冲头、材料选择、设计、制造1.引言活塞销冷挤压是一种先进的金属成形技术,它可以通过在
缩小活塞销用钢中心偏析区域的生产工艺.pdf
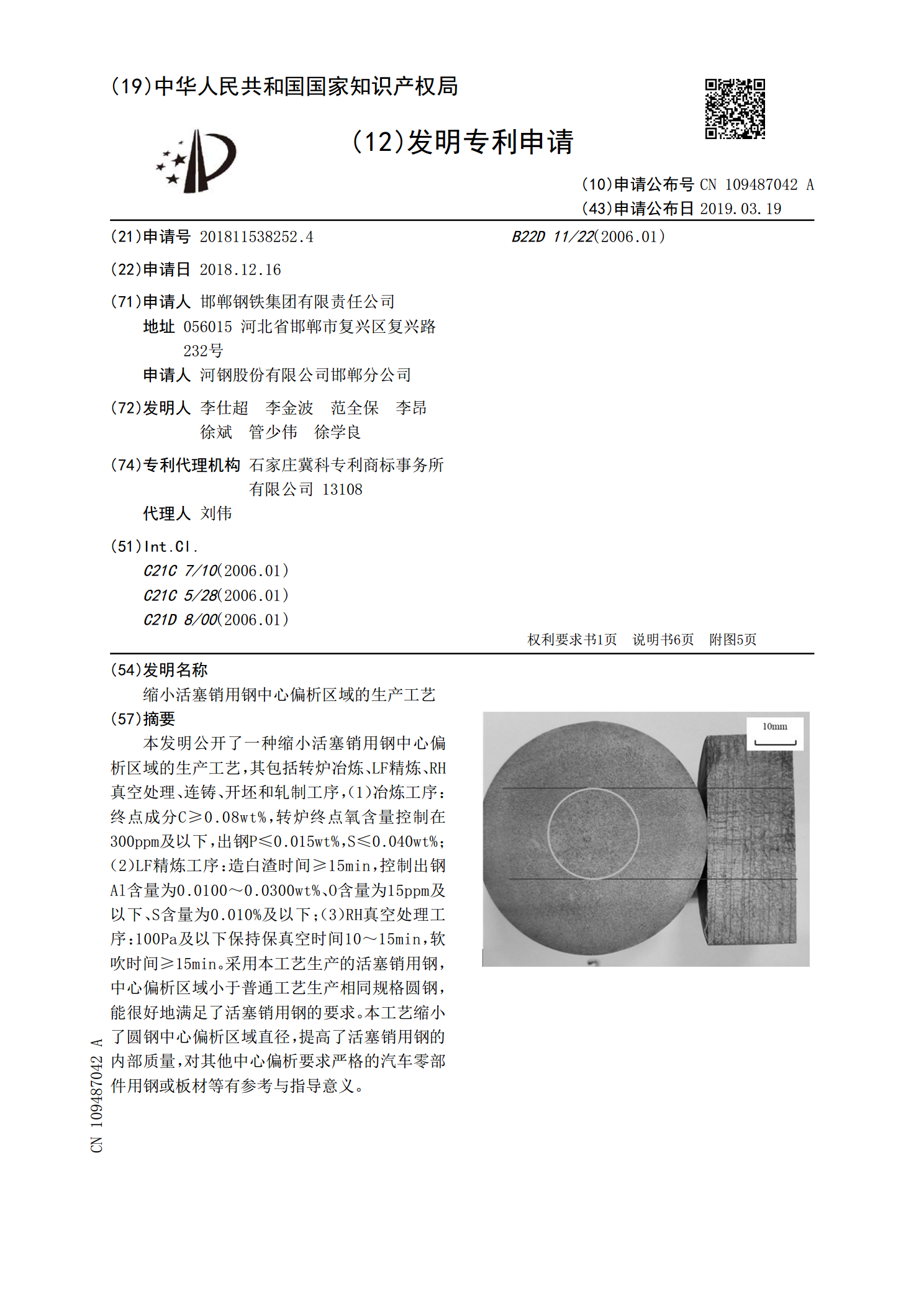
本发明公开了一种缩小活塞销用钢中心偏析区域的生产工艺,其包括转炉冶炼、LF精炼、RH真空处理、连铸、开坯和轧制工序,(1)冶炼工序:终点成分C≥0.08wt%,转炉终点氧含量控制在300ppm及以下,出钢P≤0.015wt%,S≤0.040wt%;(2)LF精炼工序:造白渣时间≥15min,控制出钢Al含量为0.0100~0.0300wt%、O含量为15ppm及以下、S含量为0.010%及以下;(3)RH真空处理工序:100Pa及以下保持保真空时间10~15min,软吹时间≥15min。采用本工艺生产的活

冷挤压活塞销磷化质量浅析.docx
冷挤压活塞销磷化质量浅析冷挤压活塞销磷化质量浅析摘要:冷挤压活塞销是现代发动机中重要的零部件之一,其工作环境恶劣,对其表面质量要求较高,因此磷化处理成为提高活塞销耐磨性和耐腐蚀性的重要手段之一。本文通过对冷挤压活塞销磷化处理的原理、方法、工艺和质量评价进行深入研究,对其质量进行浅析,并提出了相应的质量控制措施。1.引言随着汽车工业的发展,汽车发动机对性能、经济性和环保性能的要求越来越高。而活塞销作为发动机中承受较大载荷和高速摩擦的部件之一,其工作环境恶劣,耐磨性和耐腐蚀性要求较高。而磷化处理作为一种有效的

活塞销冷挤压冲头断裂原因初探.docx
活塞销冷挤压冲头断裂原因初探活塞销冷挤压冲头是现代制造业中常用的一种冷挤压工具。然而,冷挤压冲头断裂在实际操作中时有发生,这严重影响了制造效率和质量。为了能够降低冷挤压冲头断裂的概率,提高生产效率,本文将从材料选择、冲孔设计、工艺参数等多个方面进行初探分析。首先,冷挤压冲头断裂与材料的选择有一定的关联。冷挤压冲头通常由高速工具钢、合金工具钢或硬质合金制成。材料的选择应考虑冷挤压工件的性质,以及冲头所受到的冲击负载。过高的冲击负载可能导致冲头断裂。因此,在选择材料时,应综合考虑材料的硬度、韧性、抗热疲劳性等