
用优化方法对非零前角插齿刀齿形角进行修正.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用优化方法对非零前角插齿刀齿形角进行修正.docx
用优化方法对非零前角插齿刀齿形角进行修正标题:优化方法在非零前角插齿刀齿形角修正中的应用摘要:插齿刀是一种常用的切削工具,广泛应用于金属加工领域。而插齿刀的齿形角对切削效果和加工质量具有重要影响,因此对其进行修正具有重要意义。本论文基于优化方法,结合非零前角插齿刀的特点,对齿形角进行修正并进行了实验验证。实验结果表明优化方法能够显著改善插齿刀的加工性能和切削效果,为插齿刀的设计与优化提供了可行的思路。关键词:优化方法,非零前角插齿刀,齿形角,修正,加工性能1.引言插齿刀是一种常用的切削工具,广泛应用于金属

直齿插齿刀齿形造形误差及齿形角的合理修正方法.docx
直齿插齿刀齿形造形误差及齿形角的合理修正方法直齿插齿刀齿形造型误差及齿形角的合理修正方法引言直齿插齿刀是一种常用的金属切削工具,在机械零件加工中起到关键的作用。然而,由于制造过程中可能存在的误差,直齿插齿刀的齿形造型误差以及齿形角的不合理可能导致加工质量的下降,因此,合理修正直齿插齿刀的齿形误差及齿形角对于确保加工质量具有重要意义。本论文将探讨直齿插齿刀齿形造型误差及齿形角的合理修正方法。一、直齿插齿刀齿形造型误差的来源1.制造误差在直齿插齿刀的加工过程中,由于加工设备和工艺等因素的影响,很难做到完全精确

测量滚刀滚齿前角的量具及用该量具测量滚齿前角的方法.pdf
本发明涉及一种测量滚刀滚齿前角的量具及用该量具测量滚齿前角的方法。该量具包括卡尺、带有刻度盘的定位尺、测量尺、第一锁定装置和第二锁定装置。卡尺具有第一臂和第二臂,测量时它们均能与待测滚刀的齿尖所限定的外圆相切。定位尺可动地连接到卡尺,且第一锁定装置能将定位尺锁定在测量位置,在该位置上,定位尺的一侧表面与待测齿尖接触且沿卡尺的第一和第二臂夹角角平分线的方向延伸。测量尺具有第一和第二臂并可动地连接到定位尺,第二锁定装置能将测量尺锁定在测量位置上,在该位置上,测量尺的第一臂的一侧表面与待测滚齿前齿面贴合且测量尺
面齿轮插齿刀齿形设计方法.pdf
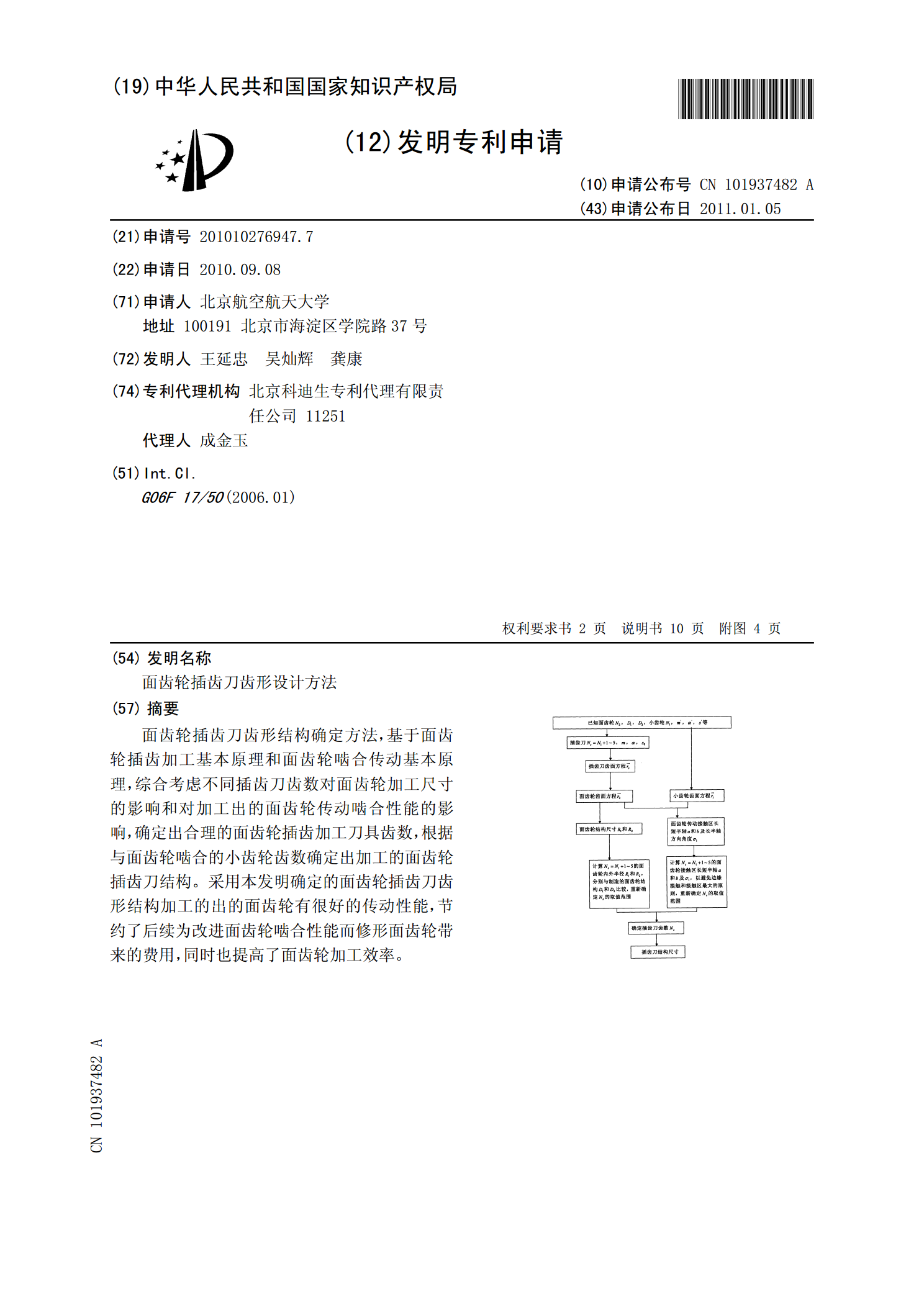
面齿轮插齿刀齿形结构确定方法,基于面齿轮插齿加工基本原理和面齿轮啮合传动基本原理,综合考虑不同插齿刀齿数对面齿轮加工尺寸的影响和对加工出的面齿轮传动啮合性能的影响,确定出合理的面齿轮插齿加工刀具齿数,根据与面齿轮啮合的小齿轮齿数确定出加工的面齿轮插齿刀结构。采用本发明确定的面齿轮插齿刀齿形结构加工的出的面齿轮有很好的传动性能,节约了后续为改进面齿轮啮合性能而修形面齿轮带来的费用,同时也提高了面齿轮加工效率。

0°齿形角斜齿精车剃齿刀的设计方法.pdf
本发明公开了一种0°齿形角斜齿精车剃齿刀的设计方法,步骤如下:1)确定基圆半径Rb:根据使用机床及刀具结构确定Rb;2)选取基圆螺旋角βb0:βb0取值为10°~20°;3)确定螺旋旋向:和加工齿轮的旋向一致;4)初算刀具齿数z0;5)核算实际基圆螺旋角6)确定外圆半径R:R=R*b+△R;7)确定刀宽B;8)确定刀齿槽螺旋导程P;9)确定刀刃法向后角αN;10)确定刀齿槽法向截形角ε:ε取值为25°~30°;11)确定刀齿齿顶宽b:b=mn;12)确定刀齿槽深h:h=(2.25~2.3)mn;13)确定