
基于Forge的皮带轮旋压成形仿真分析.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于Forge的皮带轮旋压成形仿真分析.docx
基于Forge的皮带轮旋压成形仿真分析基于Forge的皮带轮旋压成形仿真分析摘要:皮带轮旋压成形是一种常见的金属成形工艺,通过在皮带轮上施加旋转和压力,将金属件转化为所需形状。本文基于Forge软件,对皮带轮旋压成形进行了仿真分析。首先,介绍了皮带轮旋压成形的原理和工艺参数。然后,建立了皮带轮旋压成形的有限元模型,并进行了仿真计算。最后,通过对仿真结果的分析,得出了皮带轮旋压成形的优化方案。研究表明,基于Forge的仿真分析在皮带轮旋压成形中具有重要的应用价值。1.引言皮带轮旋压成形是一种重要的金属成形工
一种钣制旋压成形的皮带轮.pdf
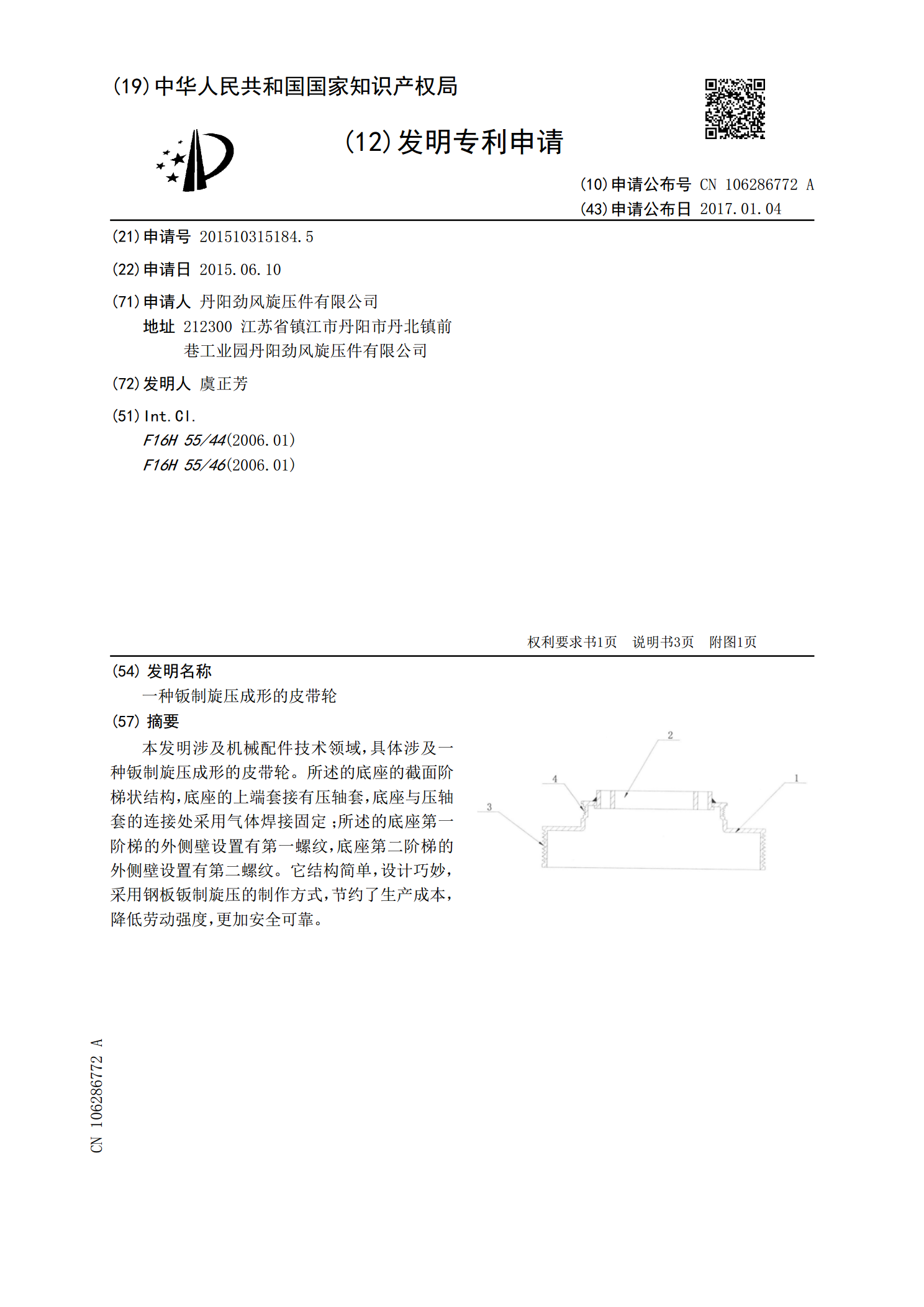
本发明涉及机械配件技术领域,具体涉及一种钣制旋压成形的皮带轮。所述的底座的截面阶梯状结构,底座的上端套接有压轴套,底座与压轴套的连接处采用气体焊接固定;所述的底座第一阶梯的外侧壁设置有第一螺纹,底座第二阶梯的外侧壁设置有第二螺纹。它结构简单,设计巧妙,采用钢板钣制旋压的制作方式,节约了生产成本,降低劳动强度,更加安全可靠。

旋压成形工艺分析.ppt

旋压成形工艺分析.ppt
汇报提纲一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压

旋压引伸成形设备虚拟样机分析及仿真实验研究.docx
旋压引伸成形设备虚拟样机分析及仿真实验研究标题:旋压引伸成形设备虚拟样机分析及仿真实验研究摘要:近年来,随着制造技术的快速发展,虚拟样机成为研究机构和企业的重要工具。本文通过分析旋压引伸成形设备的特点和功能,提出了一种基于虚拟样机的分析和仿真方法,并进行了实验研究。通过该方法,可以更准确地评估设备的性能和操作参数,提高成形质量和效率。关键词:旋压引伸成形,虚拟样机,分析,仿真,实验研究一、引言旋压引伸成形是一种重要的金属成形工艺,广泛应用于汽车、航空航天等领域。然而,传统的实验方法存在成本高、周期长等问题