
三维曲面件柔性成形技术的现状.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

三维曲面件柔性成形技术的现状.docx
三维曲面件柔性成形技术的现状三维曲面件柔性成形技术的现状摘要:柔性成形技术是一种通过对金属材料进行变形加工,实现三维曲面件成形的先进工艺。本文对三维曲面件柔性成形技术的现状进行了研究和综述。首先介绍了三维曲面件柔性成形技术的背景和发展动态,包括其定义、分类和应用领域。然后重点分析了该技术的几个关键问题,包括材料选择、工艺参数和模具设计。最后总结了该技术的优势和局限性,并提出了未来发展的方向和研究重点。关键词:三维曲面件;柔性成形技术;材料选择;工艺参数;模具设计1.引言三维曲面件是现代工业制造领域中常见的

非规则曲面件的多夹钳式柔性拉伸成形研究.docx
非规则曲面件的多夹钳式柔性拉伸成形研究摘要柔性拉伸成形是一种广泛应用于非规则曲面件成形的方法。其本质是在金属工件上施加一系列多各向异性形状调整的力,直至使工件形状达到设计要求。本文研究非规则曲面件的多夹钳式柔性拉伸成形方法,分析了其原理和优缺点,并提出了一些可供改进和优化的方案,有望为实际生产提供指导和参考。关键词:柔性拉伸成形;非规则曲面件;多夹钳式;成形方法;优缺点;改进方案一、引言柔性拉伸成形是一种逐渐受到重视并被广泛应用的成形方法,其优点在于可适应各种复杂形状的工件,能够快速地设计出多种不同的成形

板厚对三维曲面柔性卷板成形过程影响的数值模拟研究.docx
板厚对三维曲面柔性卷板成形过程影响的数值模拟研究随着现代工业的发展,曲面零件得到了越来越广泛的应用。而三维曲面柔性卷板成形技术是制造这些曲面零件的重要方法之一。板厚作为三维曲面柔性卷板成形技术中的重要因素之一,对成形过程的影响不可忽视。因此,本文将探讨板厚对三维曲面柔性卷板成形过程的影响,并进行数值模拟研究。一、三维曲面柔性卷板成形技术的研究现状三维曲面柔性卷板成形技术是一种基于弹性板材的成形方法,可以用于制造具有复杂曲面的零件。目前,国内外学者在三维曲面柔性卷板成形技术方面进行了大量的研究。主要包括研究

板材三维曲面成形精度控制中的曲面重构与配准技术.docx
板材三维曲面成形精度控制中的曲面重构与配准技术随着工业制造技术的发展,板材三维曲面成形越来越受到重视。然而,曲面成形的精度控制对于实现产品质量、提高生产效率以及减少成本具有关键性的作用。本文将着重探讨曲面重构与配准技术在板材三维曲面成形精度控制中的应用。一、板材三维曲面成形的精度控制板材三维曲面成形是现代工业生产中不可或缺的一部分,其涉及到汽车、飞机、建筑等各行各业。随着制造技术的不断发展,曲面成形的精度要求也越来越高。精度控制主要涉及到曲面的设计及工艺参数的控制,但最重要的是曲面重构与配准技术的应用。二
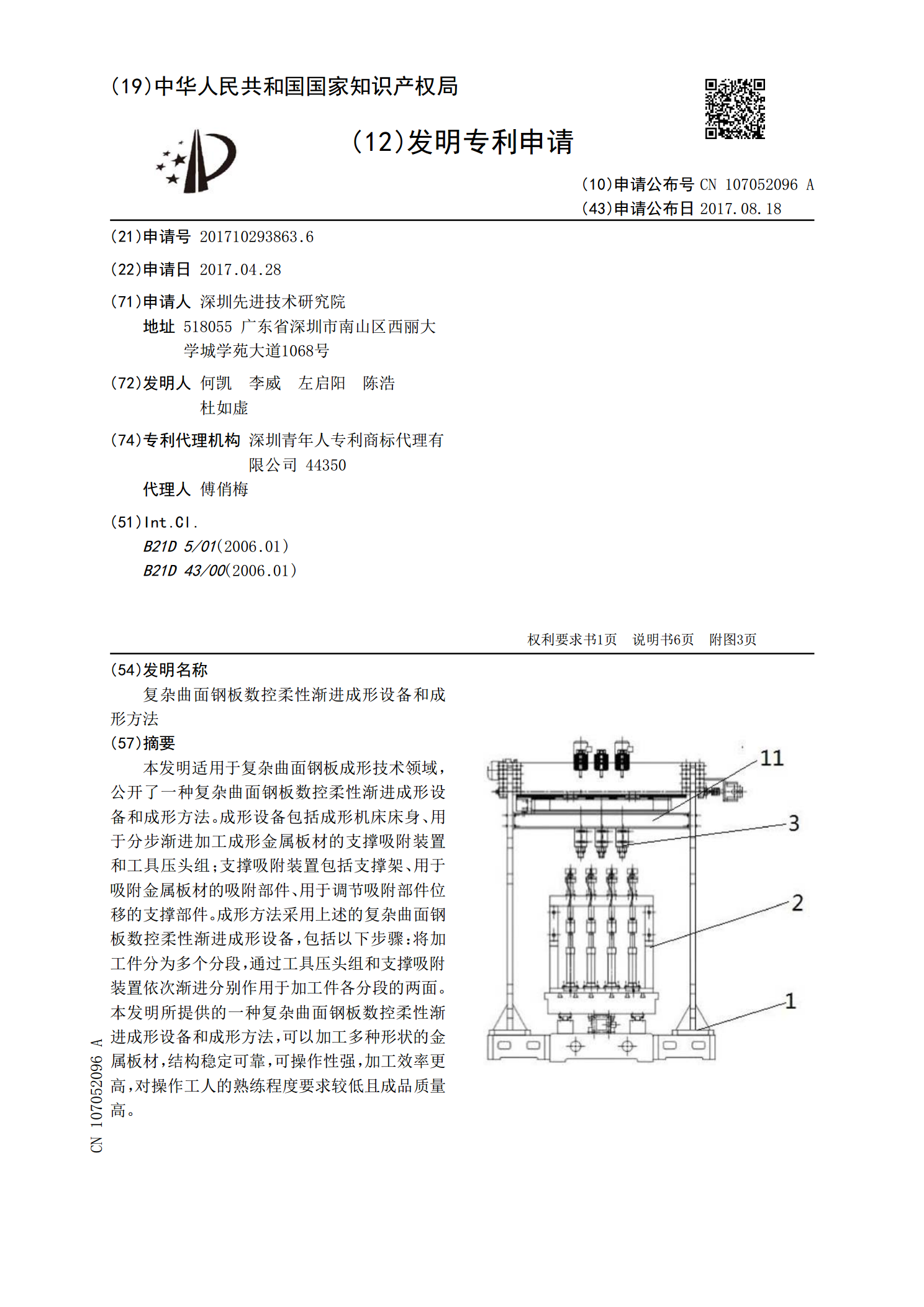
复杂曲面钢板数控柔性渐进成形设备和成形方法.pdf
本发明适用于复杂曲面钢板成形技术领域,公开了一种复杂曲面钢板数控柔性渐进成形设备和成形方法。成形设备包括成形机床床身、用于分步渐进加工成形金属板材的支撑吸附装置和工具压头组;支撑吸附装置包括支撑架、用于吸附金属板材的吸附部件、用于调节吸附部件位移的支撑部件。成形方法采用上述的复杂曲面钢板数控柔性渐进成形设备,包括以下步骤:将加工件分为多个分段,通过工具压头组和支撑吸附装置依次渐进分别作用于加工件各分段的两面。本发明所提供的一种复杂曲面钢板数控柔性渐进成形设备和成形方法,可以加工多种形状的金属板材,结构稳定