
φ265中镍铬冷硬铸铁轧辊残余应力的测试分析.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

φ265中镍铬冷硬铸铁轧辊残余应力的测试分析.docx
φ265中镍铬冷硬铸铁轧辊残余应力的测试分析题目:φ265中镍铬冷硬铸铁轧辊残余应力的测试分析摘要:本文通过对φ265中镍铬冷硬铸铁轧辊残余应力的测试分析,探讨了残余应力的形成机制和影响因素,并提出一些有效的控制方法。通过应力测试和分析结果发现,冷硬铸铁轧辊的残余应力主要受到轧辊的材料性质、加热冷却过程和轧辊结构的影响。在实际生产中,我们可以通过优化材料选择、调整冷却工艺参数、合理设计轧辊结构等方式来控制残余应力的大小和分布,从而提高轧辊的使用寿命和性能。关键词:冷硬铸铁轧辊、残余应力、测试分析、控制方法

加强型高镍铬钼复合冷硬铸铁轧辊研制和应用.docx
加强型高镍铬钼复合冷硬铸铁轧辊研制和应用一、引言随着钢铁工业的快速发展,轧制设备的质量和性能越来越重要。轧辊是轧制设备中最重要的部件之一,其质量和性能的好坏直接影响到轧制产品的质量和产量。目前,国内外均采用高合金铸铁、高速钢、冷硬铸铁等材料来制造轧辊,但这些材料各自存在一定的局限性。高合金铸铁的成本高,生产周期长;高速钢制造困难,容易变形;而冷硬铸铁强度不够。因此,如何研制出性价比更高、性能更好的轧辊材料是当前的研究热点之一。本文以加强型高镍铬钼复合冷硬铸铁轧辊研制和应用为主题,总结了其研究现状,探讨了其

轧辊残余应力分析.docx
轧辊残余应力分析轧辊是钢铁和金属加工行业中常用的设备之一,用于将大块的钢坯或金属坯料进行加工和压制,以实现形状和尺寸的改变。在轧制过程中,轧辊承受着巨大的力和压力,这会导致轧辊表面产生应力和变形。这些残余应力对轧辊的性能和使用寿命产生重要影响,因此对轧辊残余应力进行分析和评估具有重要意义。轧辊残余应力是指在轧制过程结束后,轧辊表面和内部存在的一种应力状态。其来源包括轧辊在工作过程中受到的力和压力,以及轧辊材料的弹性和塑性变形等因素。轧辊残余应力的分布和大小与轧辊的材料性质、形状尺寸、工作条件等因素密切相关
一种冷硬铸铁轧辊.pdf
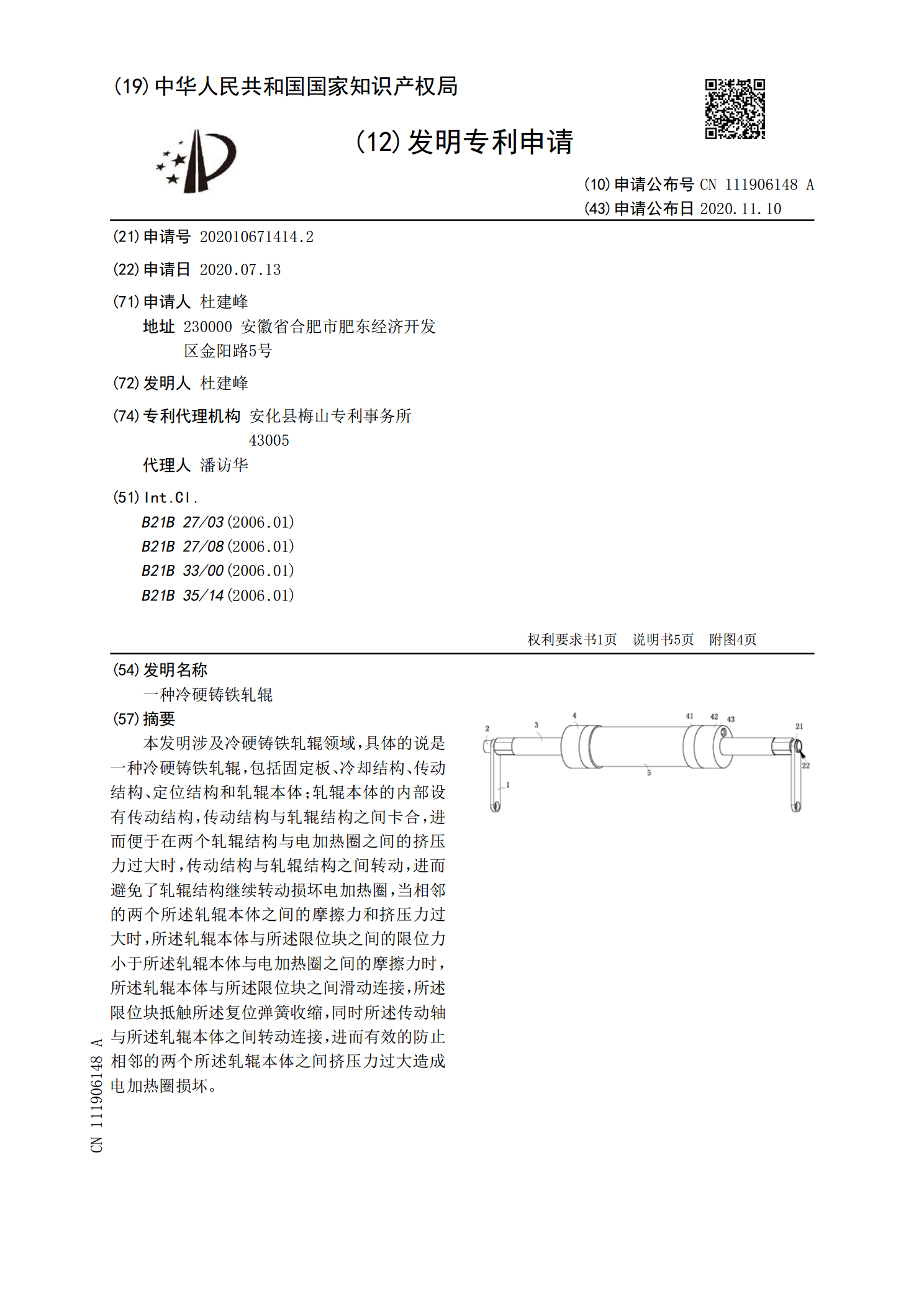
本发明涉及冷硬铸铁轧辊领域,具体的说是一种冷硬铸铁轧辊,包括固定板、冷却结构、传动结构、定位结构和轧辊本体;轧辊本体的内部设有传动结构,传动结构与轧辊结构之间卡合,进而便于在两个轧辊结构与电加热圈之间的挤压力过大时,传动结构与轧辊结构之间转动,进而避免了轧辊结构继续转动损坏电加热圈,当相邻的两个所述轧辊本体之间的摩擦力和挤压力过大时,所述轧辊本体与所述限位块之间的限位力小于所述轧辊本体与电加热圈之间的摩擦力时,所述轧辊本体与所述限位块之间滑动连接,所述限位块抵触所述复位弹簧收缩,同时所述传动轴与所述轧辊本

改进型高镍铬无限冷硬离心复合铸铁轧辊的研制的任务书.docx
改进型高镍铬无限冷硬离心复合铸铁轧辊的研制的任务书任务书题目:高镍铬无限冷硬离心复合铸铁轧辊的研制一、项目背景随着钢铁工业的不断发展,轧钢机械设备的要求也越来越高。轧辊作为轧制过程中重要的部件,直接关系到钢铁生产的质量,效益和能源消耗等方面,因此轧辊的研制直接关系到钢铁生产的发展水平。然而,现有的轧辊在高温,高压,强冲击等环境下容易磨损,寿命有限,需要频繁更换,影响了生产的连续性和效率。为了提高轧辊的寿命和性能,需要开发一种能够承受高温,高压和强冲击的新型轧辊材料。高镍铬无限冷硬离心复合铸铁具有高硬度,高