
降低外圆磨床磨削波纹度的研究.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

降低外圆磨床磨削波纹度的研究.docx
降低外圆磨床磨削波纹度的研究降低外圆磨床磨削波纹度的研究摘要:外圆磨床磨削波纹度是衡量磨削效果的重要指标之一。针对外圆磨床磨削过程中出现的波纹度问题,本文对波纹度的形成原因进行了分析,并提出了降低波纹度的方法和措施。通过实验验证了所提出的方法的有效性,结果表明,通过合理调整磨削参数、改进磨削工艺和选用合适的磨削工具等措施可以明显降低外圆磨床的磨削波纹度,提高磨削效果和工件加工质量。关键词:外圆磨床、磨削波纹度、磨削参数、磨削工艺、磨削工具1.引言外圆磨削是一种常用的工艺方法,广泛应用于工件的精密加工。外圆

外圆磨削波纹度试验研究.docx
外圆磨削波纹度试验研究外圆磨削波纹度试验研究摘要:外圆磨削是一种常见的机械加工方法,用于加工圆柱形工件。波纹度是外圆磨削加工中一个重要的表面质量参数,影响着工件的使用寿命和装配精度。本文通过实验研究外圆磨削过程中波纹度的影响因素,并对其进行分析和总结,希望能够对外圆磨削加工的质量提升提供参考。关键词:外圆磨削,波纹度,实验研究1.引言外圆磨削是一种常用的机械加工方法,广泛应用于工件的精密加工和表面整理。在外圆磨削加工过程中,波纹度是一个非常重要的表面质量参数,直接影响工件的使用寿命和装配精度。因此,研究外

提高外圆磨床磨削圆度工艺的探讨.docx
提高外圆磨床磨削圆度工艺的探讨提高外圆磨床磨削圆度工艺的探讨摘要:随着工业制造技术的不断发展,对于产品质量的要求也日益提高。圆度作为衡量零件精度的重要指标,在现代制造中扮演着至关重要的角色。外圆磨床是一种重要的磨削设备,其磨削圆度工艺的提高对于产品质量具有重要意义。本文将从机床结构设计、磨削工艺优化等方面探讨如何提高外圆磨床磨削圆度工艺。关键词:外圆磨床;磨削圆度;机床结构;磨削工艺一、引言外圆磨床是一种常用的磨削设备,广泛应用于各种零件的加工中。其中,磨削圆度是衡量外圆磨床加工精度的重要指标之一。磨削圆

外圆磨床的磨削.ppt
外圆磨床的磨削方法外圆磨床的磨削方法二、重难点:磨外圆的方法及特点;三、复习:1.外圆磨床的主要部件及其功用;2.外圆磨时的成形运动形式.一、外圆时工件的装夹方法1、三爪自定心卡盘装夹:2、四爪单动卡盘装夹3、两顶尖装夹注意事项:①.工件直径过大或过重,应增加支承架和降低切削用量;②.工件旋转轴线与工件运动方向要平行;③.中心架调整要适当,应正确调整水平支承块压力;④.磨削细长轴时,顶尖不要顶得太紧,尾架顶针的预紧力要适当。⑤.应修研和清洁中心孔,防止中心孔形状不正确或孔内有毛刺、污垢;顶尖与筒套锥孔接触
一种磨削均匀的外圆磨床.pdf
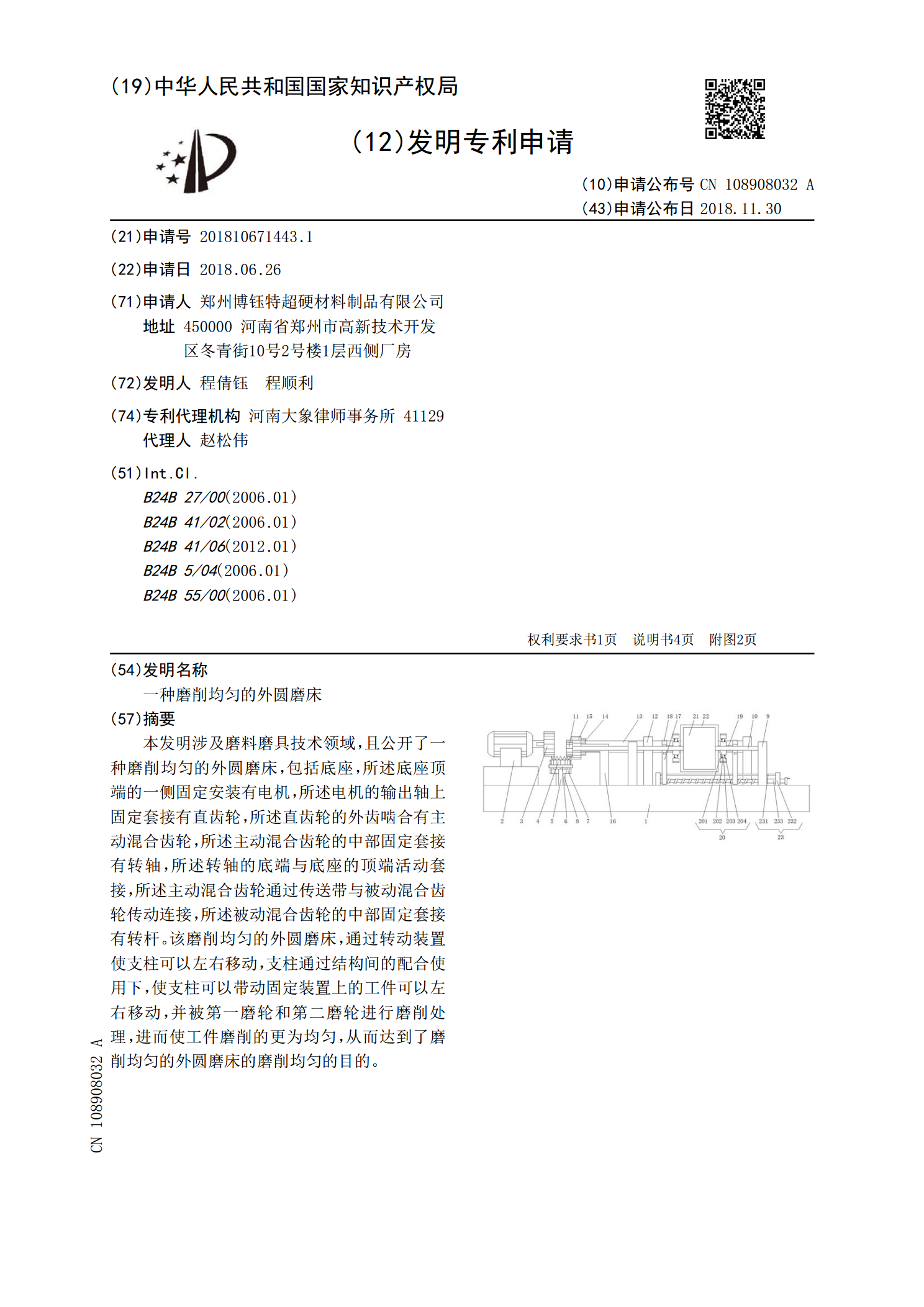
本发明涉及磨料磨具技术领域,且公开了一种磨削均匀的外圆磨床,包括底座,所述底座顶端的一侧固定安装有电机,所述电机的输出轴上固定套接有直齿轮,所述直齿轮的外齿啮合有主动混合齿轮,所述主动混合齿轮的中部固定套接有转轴,所述转轴的底端与底座的顶端活动套接,所述主动混合齿轮通过传送带与被动混合齿轮传动连接,所述被动混合齿轮的中部固定套接有转杆。该磨削均匀的外圆磨床,通过转动装置使支柱可以左右移动,支柱通过结构间的配合使用下,使支柱可以带动固定装置上的工件可以左右移动,并被第一磨轮和第二磨轮进行磨削处理,进而使工件