
主轴承盖零件机械加工工艺编制资料.ppt

绮兰****文章

1/10

2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共67页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
主轴承盖零件机械加工工艺编制资料.ppt
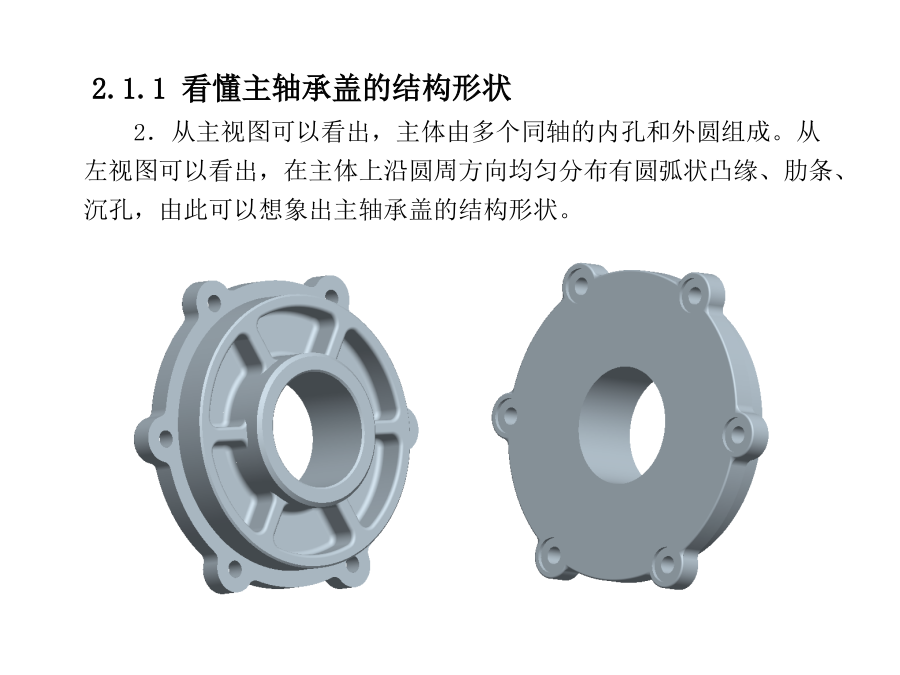
任务2盘盖类零件机械加工工艺编制1.典型盘盖类零件机械加工工艺编制任务书步骤2.1分析主轴承盖任务实施2.1.1看懂主轴承盖的结构形状2.1.2明确主轴承盖的装配位置和作用1.Ф60H7孔、Ф142k6外圆都具有较高的尺寸精度(IT7、IT6)和位置精度(同轴度Ф0.02)要求,表面粗糙度Ra值为1.6μm,是加工的关键表面。2.M、N面距离尺寸为28,尺寸精度要求不高(查附表1《标准公差数值》可知约为IT9),但均要求与Ф60H7孔轴线垂直,允差为0.05,表面粗糙度Ra值分别为1.6、3.2μm,也是

主轴承盖零件机械加工工艺编制资料.ppt
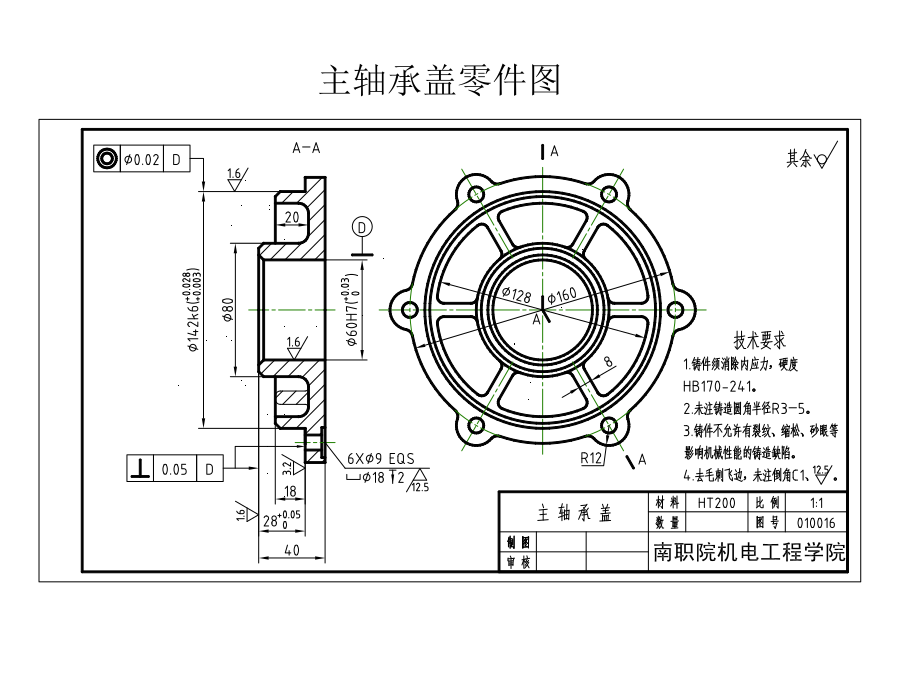
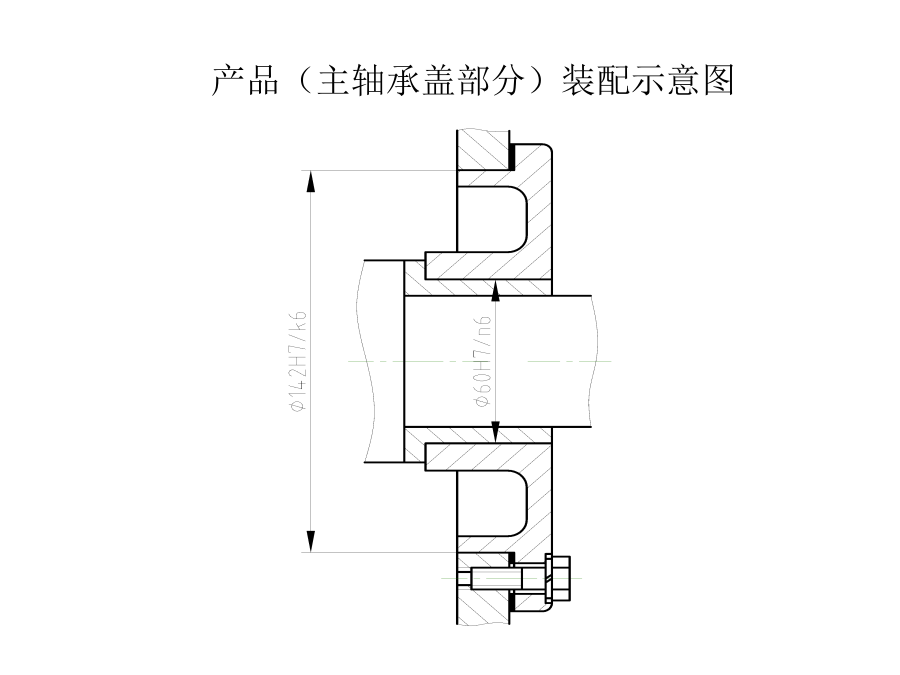
任务2盘盖类零件机械加工工艺编制1.典型盘盖类零件机械加工工艺编制任务书主轴承盖零件图产品(主轴承盖部分)装配示意图步骤2.1分析主轴承盖任务实施2.1.1看懂主轴承盖的结构形状2.1.2明确主轴承盖的装配位置和作用1.Ф60H7孔、Ф142k6外圆都具有较高的尺寸精度(IT7、IT6)和位置精度(同轴度Ф0.02)要求,表面粗糙度Ra值为1.6μm,是加工的关键表面。2.M、N面距离尺寸为28,尺寸精度要求不高(查附表1《标准公差数值》可知约为IT9),但均要求与Ф60H7孔轴线垂直,允差为0.05,表
主轴承盖零件机械加工工艺编制资料.ppt
任务2盘盖类零件机械加工工艺编制1.典型盘盖类零件机械加工工艺编制任务书步骤2.1分析主轴承盖任务实施2.1.1看懂主轴承盖的结构形状2.1.2明确主轴承盖的装配位置和作用1.Ф60H7孔、Ф142k6外圆都具有较高的尺寸精度(IT7、IT6)和位置精度(同轴度Ф0.02)要求,表面粗糙度Ra值为1.6μm,是加工的关键表面。2.M、N面距离尺寸为28,尺寸精度要求不高(查附表1《标准公差数值》可知约为IT9),但均要求与Ф60H7孔轴线垂直,允差为0.05,表面粗糙度Ra值分别为1.6、3.2μm,也是
主轴承盖零件机械加工工艺编制.pptx
任务2盘盖类零件机械加工工艺编制1.典型盘盖类零件机械加工工艺编制任务书步骤2.1分析主轴承盖任务实施2.1.1看懂主轴承盖的结构形状2.1.2明确主轴承盖的装配位置和作用1.Ф60H7孔、Ф142k6外圆都具有较高的尺寸精度(IT7、IT6)和位置精度(同轴度Ф0.02)要求表面粗糙度Ra值为1.6μm是加工的关键表面。2.M、N面距离尺寸为28尺寸精度要求不高(查附表1《标准公差数值》可知约为IT9)但均要求与Ф60H7孔轴线垂直允差为0.05表面粗糙度Ra值分别为1.6、

主轴承盖零件机械加工工艺编制.pptx
任务2盘盖类零件机械加工工艺编制1.典型盘盖类零件机械加工工艺编制任务书步骤2.1分析主轴承盖任务实施2.1.1看懂主轴承盖的结构形状2.1.2明确主轴承盖的装配位置和作用1.Ф60H7孔、Ф142k6外圆都具有较高的尺寸精度(IT7、IT6)和位置精度(同轴度Ф0.02)要求表面粗糙度Ra值为1.6μm是加工的关键表面。2.M、N面距离尺寸为28尺寸精度要求不高(查附表1《标准公差数值》可知约为IT9)但均要求与Ф60H7孔轴线垂直允差为0.05表面粗糙度Ra值分别为1.6、