
滚动轴承内圈滚道磨削残余应力研究综述报告.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

滚动轴承内圈滚道磨削残余应力研究综述报告.docx
滚动轴承内圈滚道磨削残余应力研究综述报告滚动轴承内圈滚道磨削残余应力研究已经成为机械制造领域的热点话题,这是因为滚动轴承在机械设备的传动方面发挥着至关重要的作用。在机械设备中使用的滚动轴承是需要具备完美的工作状态,以保持高效的转动和良好的使用寿命。但是,滚动轴承内圈滚道在经历了磨削加工之后,往往会残留一些应力,这些应力会严重影响滚动轴承的运行效果和使用寿命,因此滚动轴承内圈滚道磨削残余应力研究十分关键。一、滚动轴承内圈滚道的磨削工艺滚动轴承内圈滚道磨削工艺主要有内圈滚道外圆磨削和外圆滚道磨削两个步骤。在内

航空轴承内圈滚道磨削残余应力的工艺优化及试验研究.docx
航空轴承内圈滚道磨削残余应力的工艺优化及试验研究航空轴承内圈滚道磨削残余应力的工艺优化及试验研究摘要:航空轴承是飞机工业中至关重要的组件之一。其性能和寿命的关键在于滚道的质量和残余应力。本文针对航空轴承内圈滚道磨削过程中残余应力产生的问题,通过实验研究和工艺优化,提出了一种有效的方法来减少滚道磨削过程中产生的残余应力,从而提高轴承的性能和寿命。第一部分:引言航空轴承的内圈滚道由于受到工艺因素的影响,会产生残余应力。这些残余应力会对轴承的性能和寿命产生不利影响。因此,研究如何减少滚道磨削过程中的残余应力,对

滚动轴承滚道精研加工残余应力的研究综述报告.docx
滚动轴承滚道精研加工残余应力的研究综述报告滚动轴承是一种广泛应用的机械零部件,具有重要的工业应用和科学研究价值。它具有结构简单、使用寿命长、运转平稳、精度高等特点,被广泛应用于航空航天、汽车、机械、电器等领域。而滚道精研加工作为滚动轴承制造过程中的重要环节,影响着轴承的寿命和稳定性。因此,了解滚道精研加工残余应力的研究现状和研究进展对于优化滚动轴承制造过程、提高轴承性能具有重要的指导和借鉴作用。滚动轴承在经历了热处理等各种加工生产过程之后,其表面会留下一定的残余应力。滚道精研加工过程中,由于加工时切削力和
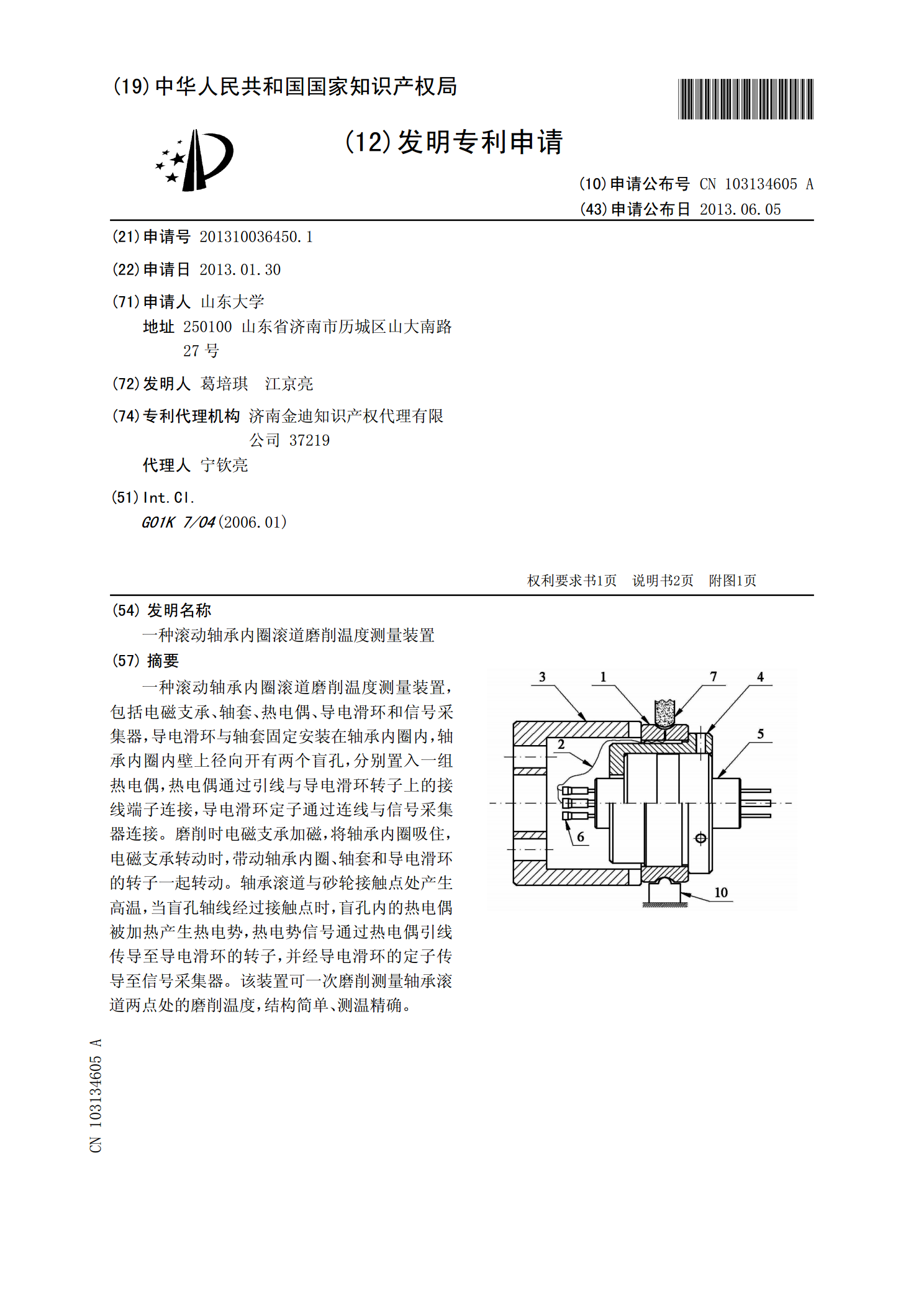
一种滚动轴承内圈滚道磨削温度测量装置.pdf
一种滚动轴承内圈滚道磨削温度测量装置,包括电磁支承、轴套、热电偶、导电滑环和信号采集器,导电滑环与轴套固定安装在轴承内圈内,轴承内圈内壁上径向开有两个盲孔,分别置入一组热电偶,热电偶通过引线与导电滑环转子上的接线端子连接,导电滑环定子通过连线与信号采集器连接。磨削时电磁支承加磁,将轴承内圈吸住,电磁支承转动时,带动轴承内圈、轴套和导电滑环的转子一起转动。轴承滚道与砂轮接触点处产生高温,当盲孔轴线经过接触点时,盲孔内的热电偶被加热产生热电势,热电势信号通过热电偶引线传导至导电滑环的转子,并经导电滑环的定子传

轮毂内圈滚道带端面的磨削装置及其磨削工艺.pdf
本发明提供了一种轮毂内圈滚道带端面的磨削装置及其磨削工艺,属于机械技术领域。它解决了现有技术存在着稳定性差的问题。本轮毂内圈滚道带端面的磨削装置包括底座、底板、驱动件一、驱动件二和磨削件,上述底板位于底座上部,所述底板与底座之间具有导向结构,上述驱动件一固连在底座上且驱动件一与底板相连接,驱动件一带动底板升降过程中在导向结构的作用下底板能稳定的上下平移,所述驱动件二固连在底板上部且驱动件二与磨削件相连接,上述驱动件二能带动磨削件水平位移。本工艺包括以下步骤:A、配置磨削杆;B、磨削前置作业;C、磨削作业。