
平角焊操作最新.ppt

ca****ng


1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

平角焊操作最新.ppt
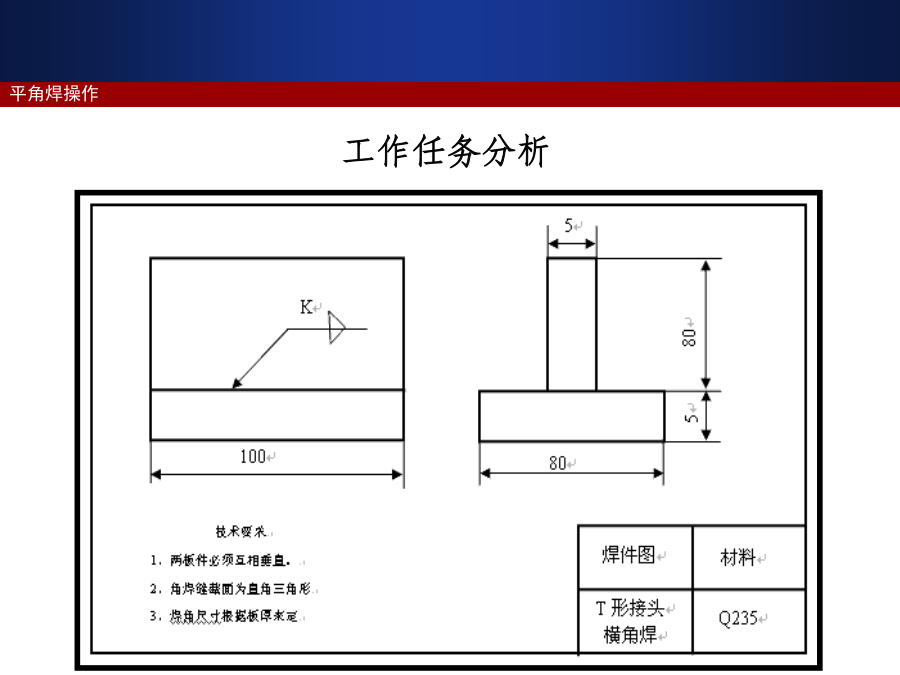
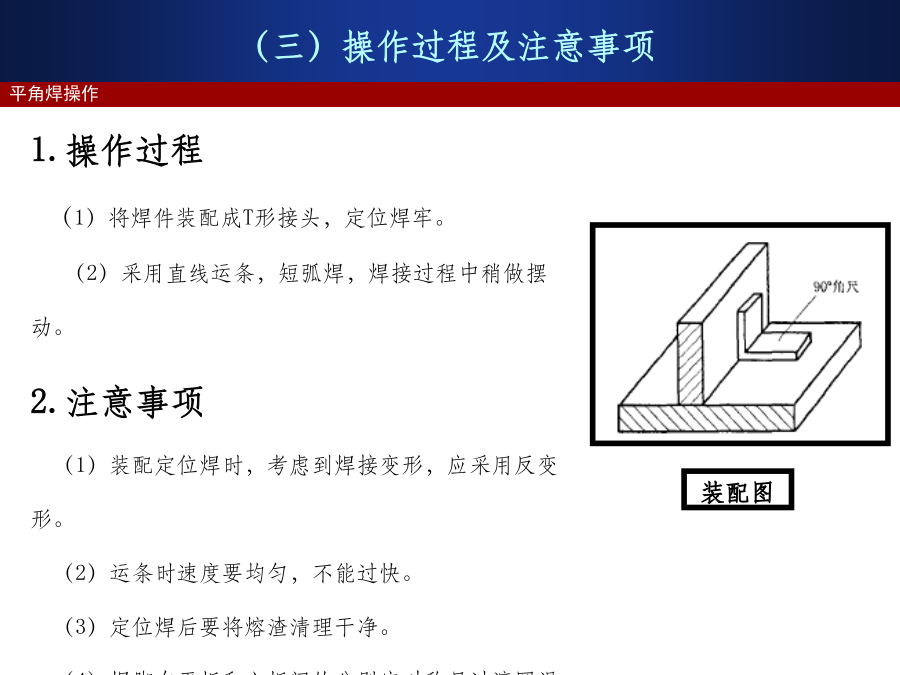
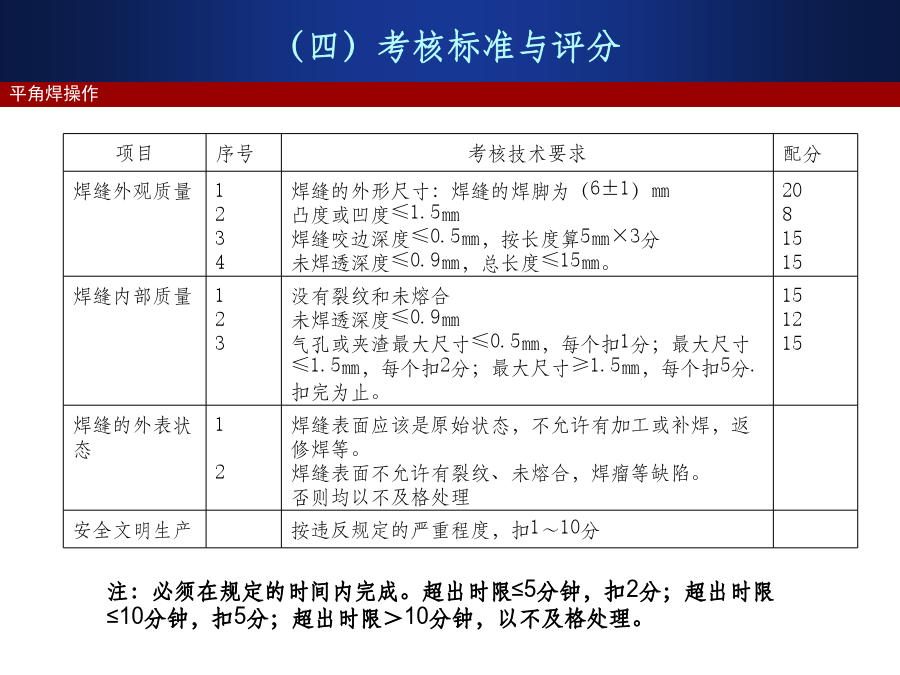
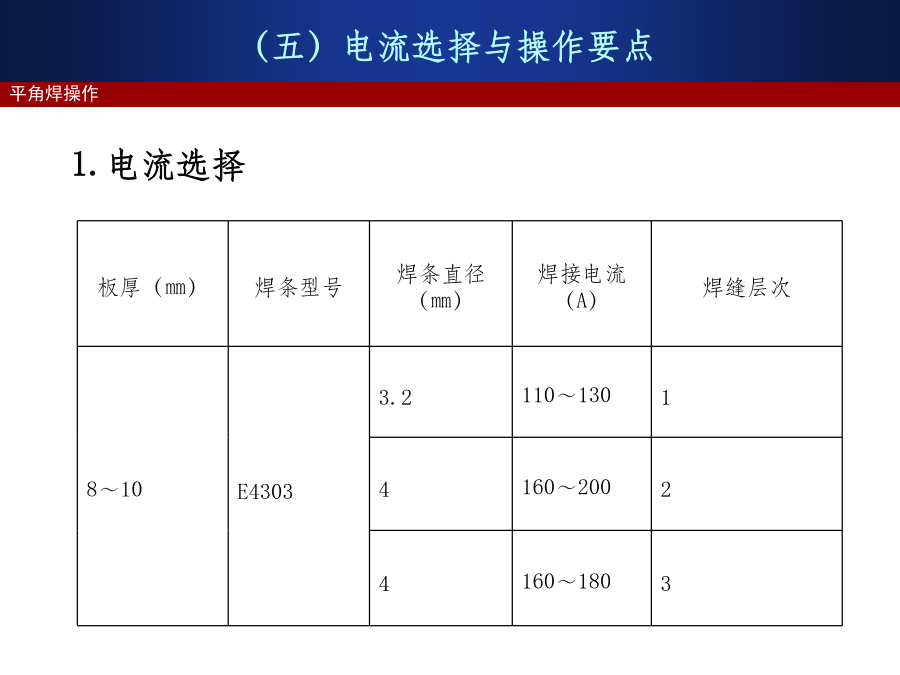
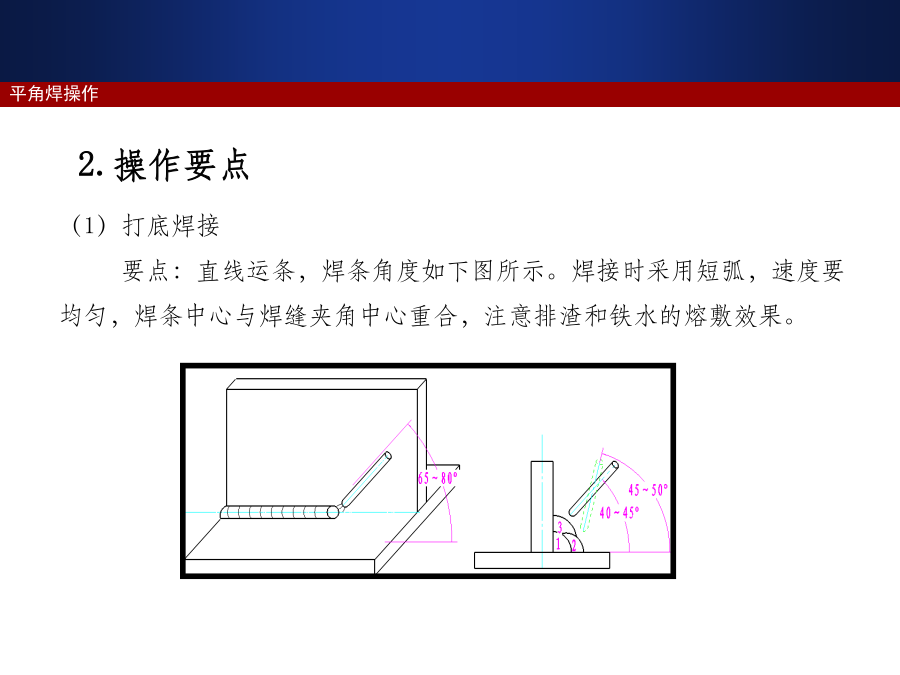
平角焊操作一、概述二、主要内容工作任务分析(1)工件:低碳钢板100mm×80mm×5mm两块。(2)焊条:E4303、Φ3.2mm、Φ4.0mm若干。(3)焊机:额定焊接电流大于300A交流或直流焊机1台。(4)辅助工具:钢丝刷、锉刀、敲渣锤、錾子等。(二)平角焊的特点(三)操作过程及注意事项(四)考核标准与评分(五)电流选择与操作要点2.操作要点(2)盖面焊接第一第二道焊缝:直线运条,运条平稳,第二道焊缝要覆盖第一层焊缝的1/2到2/3左右,焊缝与底板之间熔合良好,边缘整齐;第二第三道焊缝:操作同第二

平角焊教案.doc
平角焊教案平角焊教案平角焊教案课题:平角焊(一)组织教学1、检查学生出勤情况并记录。2、检查学生劳保用品穿戴情况。3、强调实习中要注意的安全问题.(二)训练目的1、掌握横角焊的运条法操作技术。2、正确运用焊条角度操作技术。3、掌握横角焊多层焊很多层多道焊的操作技术。重点:确定横角焊焊接工艺参数。难点:多层多道焊的焊道位置与焊条角度.(三)入门指导1、复习提问:1)平对接对接焊时焊接偏吹的形成的原因与克服方法。2)焊接电源极性的选择方法。2、新课题引入:1)横角焊包括交接接头、T形接头和搭接接头处于水平位置

平角焊教案.doc
平角焊教案平角焊教案平角焊教案课题:平角焊(一)组织教学1、检查学生出勤情况并记录。2、检查学生劳保用品穿戴情况。3、强调实习中要注意的安全问题.(二)训练目的1、掌握横角焊的运条法操作技术。2、正确运用焊条角度操作技术。3、掌握横角焊多层焊很多层多道焊的操作技术。重点:确定横角焊焊接工艺参数。难点:多层多道焊的焊道位置与焊条角度.(三)入门指导1、复习提问:1)平对接对接焊时焊接偏吹的形成的原因与克服方法。2)焊接电源极性的选择方法。2、新课题引入:1)横角焊包括交接接头、T形接头和搭接接头处于水平位置

平角焊教案.doc
平角焊教案平角焊教案平角焊教案课题:平角焊(一)组织教学1、检查学生出勤情况并记录。2、检查学生劳保用品穿戴情况。3、强调实习中要注意的安全问题.(二)训练目的1、掌握横角焊的运条法操作技术。2、正确运用焊条角度操作技术。3、掌握横角焊多层焊很多层多道焊的操作技术。重点:确定横角焊焊接工艺参数。难点:多层多道焊的焊道位置与焊条角度.(三)入门指导1、复习提问:1)平对接对接焊时焊接偏吹的形成的原因与克服方法。2)焊接电源极性的选择方法。2、新课题引入:1)横角焊包括交接接头、T形接头和搭接接头处于水平位置
(土建施工)平角焊的单层焊.pdf
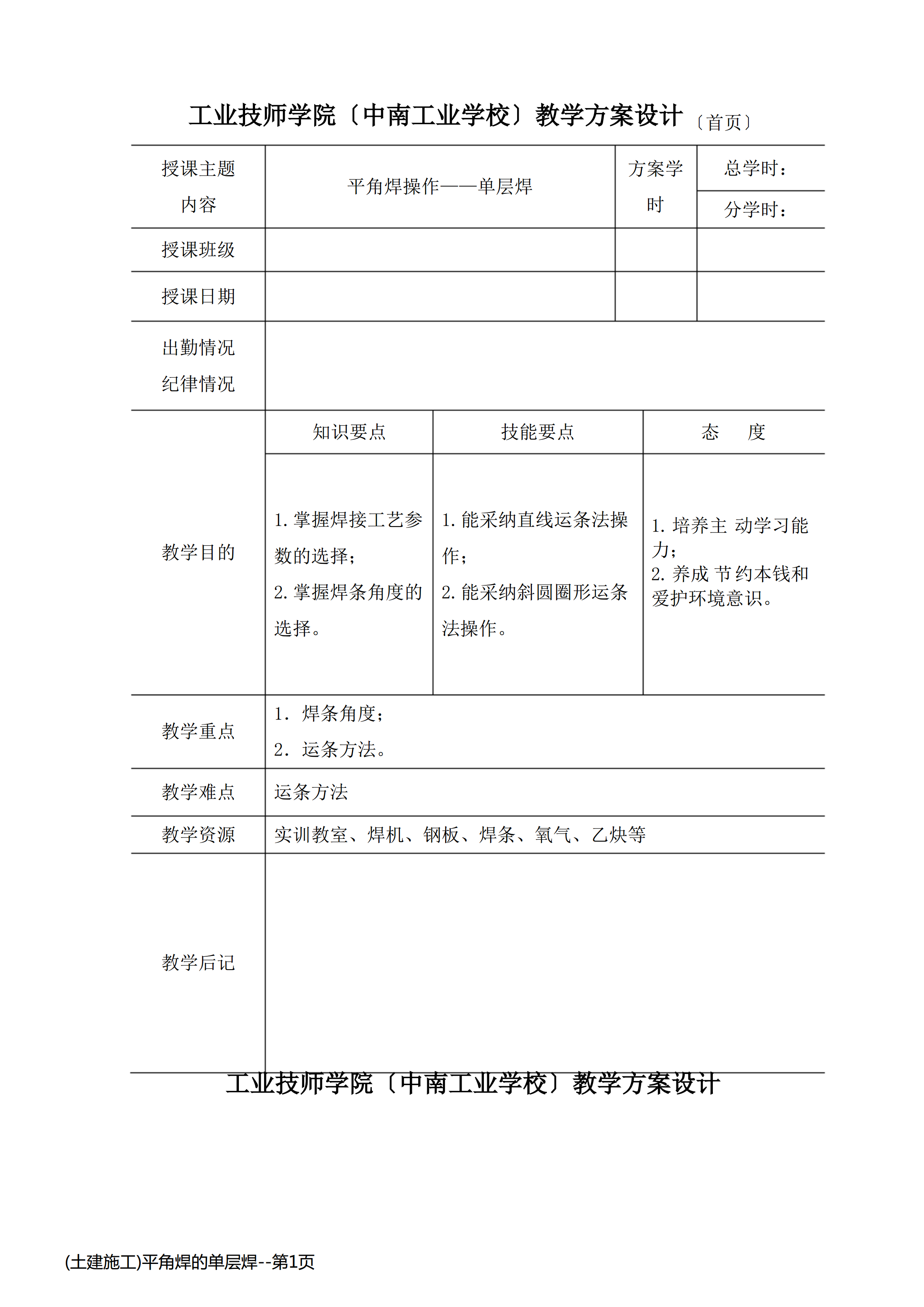
(土建施工)平角焊的单层焊--工业技师学院〔中南工业学校〕教学方案设计〔首页〕授课主题方案学总学时:平角焊操作——单层焊内容时分学时:授课班级授课日期出勤情况纪律情况知识要点技能要点态度1.掌握焊接工艺参1.能采纳直线运条法操1.培养主动学习能教学目的数的选择;作;力;2.养成节约本钱和2.掌握焊条角度的2.能采纳斜圆圈形运条爱护环境意识。选择。法操作。1.焊条角度;教学重点2.运条方法。教学难点运条方法教学资源实训教室、焊机、钢板、焊条、氧气、乙炔等教学后记工业技师学院〔中南工业学校〕教学方案设计(土建