
铣削方式与铣削用量的选择ppt课件.ppt

lj****88

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铣削方式与铣削用量的选择ppt课件.ppt
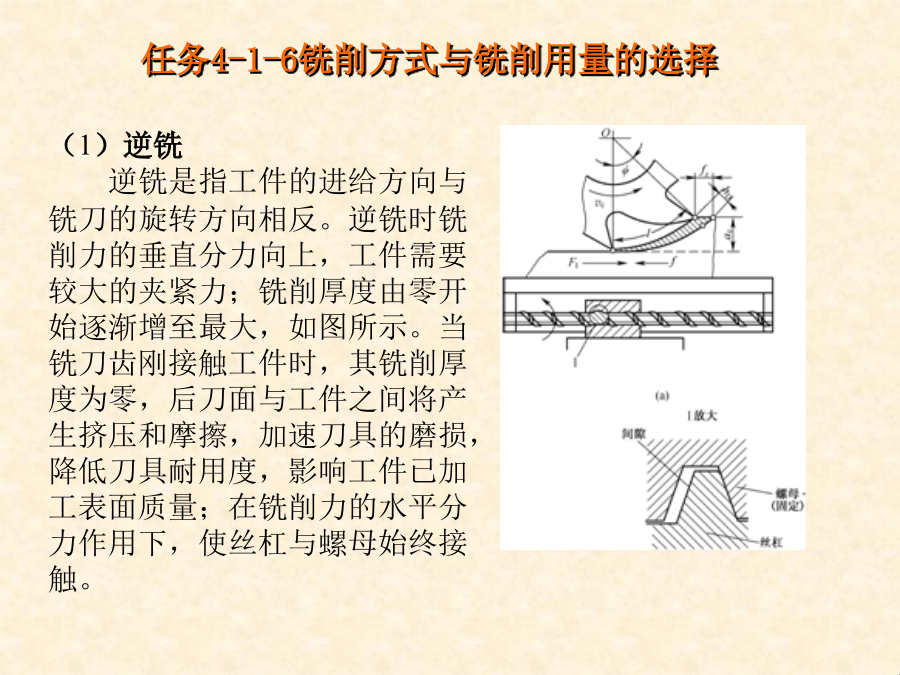
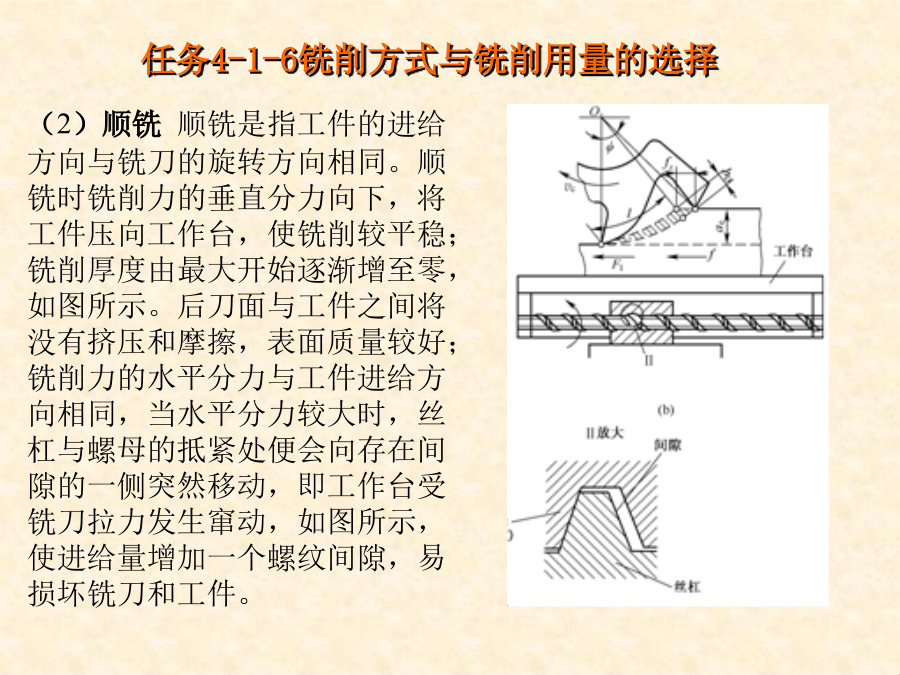
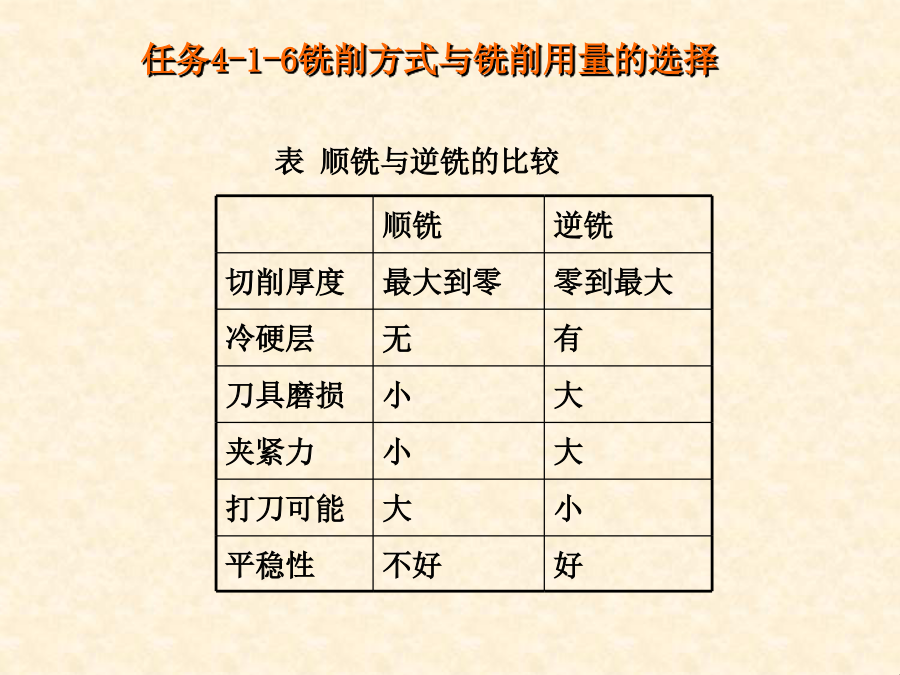
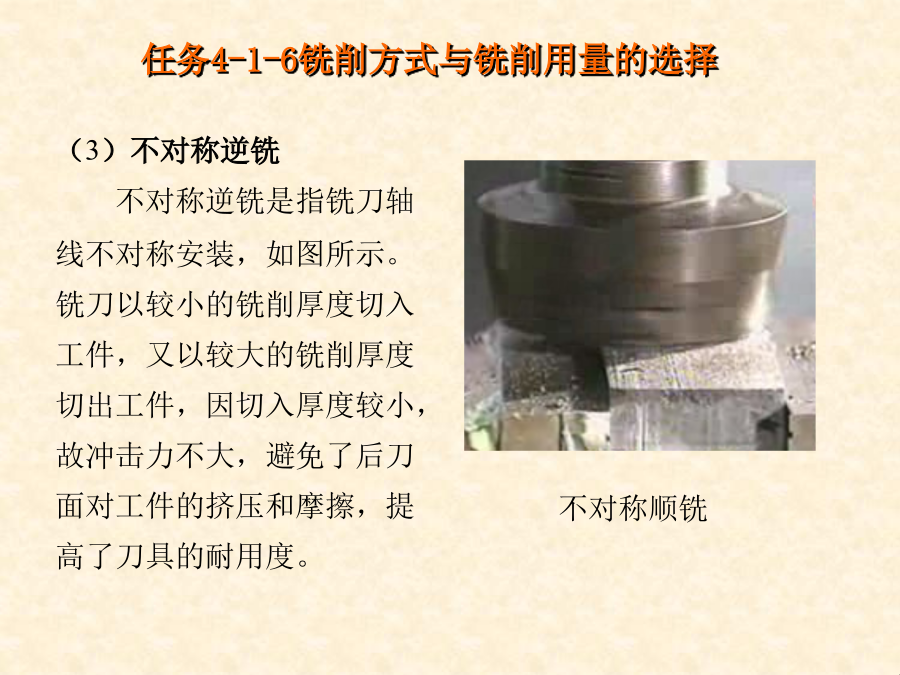
槽类零件铣削加工工艺编制1.铣削方式及选择(1)逆铣逆铣是指工件的进给方向与铣刀的旋转方向相反。逆铣时铣削力的垂直分力向上,工件需要较大的夹紧力;铣削厚度由零开始逐渐增至最大,如图所示。当铣刀齿刚接触工件时,其铣削厚度为零,后刀面与工件之间将产生挤压和摩擦,加速刀具的磨损,降低刀具耐用度,影响工件已加工表面质量;在铣削力的水平分力作用下,使丝杠与螺母始终接触。(2)顺铣顺铣是指工件的进给方向与铣刀的旋转方向相同。顺铣时铣削力的垂直分力向下,将工件压向工作台,使铣削较平稳;铣削厚度由最大开始逐渐增至零,如图

任务4-1-6铣削方式与铣削用量的选择-.ppt
槽类零件铣削加工工艺编制1.铣削方式及选择(1)逆铣逆铣是指工件的进给方向与铣刀的旋转方向相反。逆铣时铣削力的垂直分力向上,工件需要较大的夹紧力;铣削厚度由零开始逐渐增至最大,如图所示。当铣刀齿刚接触工件时,其铣削厚度为零,后刀面与工件之间将产生挤压和摩擦,加速刀具的磨损,降低刀具耐用度,影响工件已加工表面质量;在铣削力的水平分力作用下,使丝杠与螺母始终接触。(2)顺铣顺铣是指工件的进给方向与铣刀的旋转方向相同。顺铣时铣削力的垂直分力向下,将工件压向工作台,使铣削较平稳;铣削厚度由最大开始逐渐增至零,如图
铣削切削用量选择表.pdf
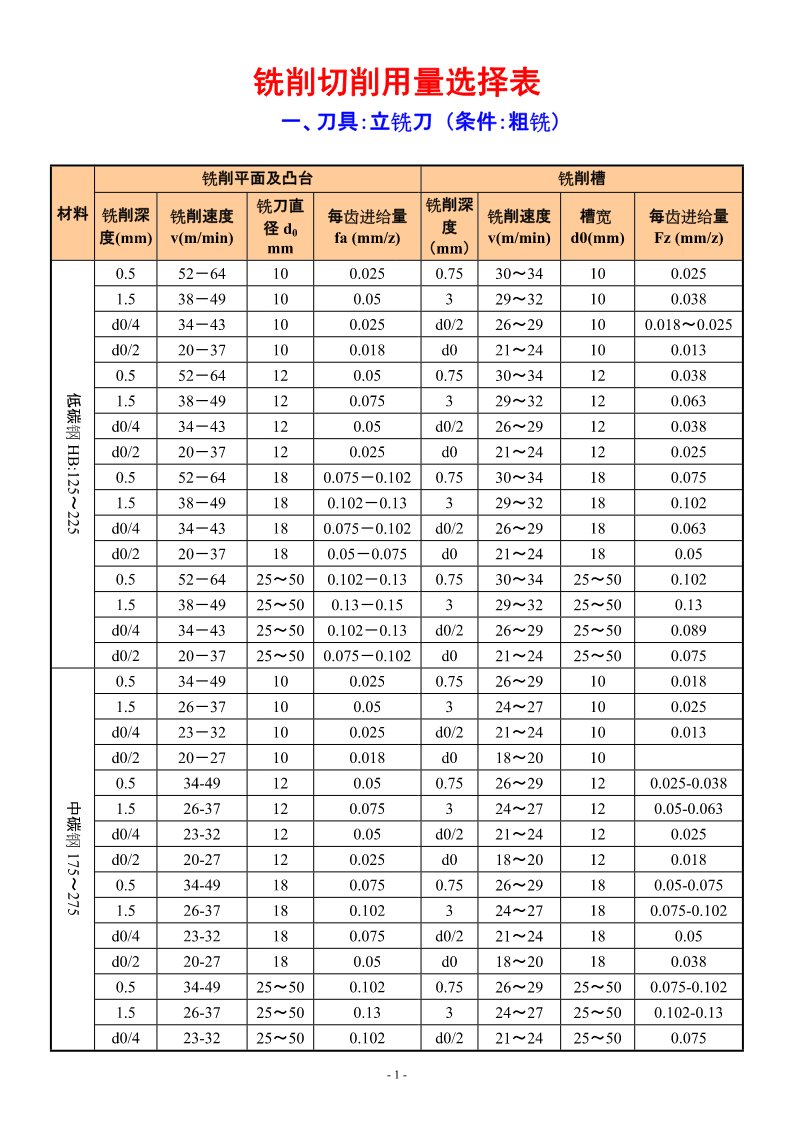
铣削切削用量选择表一、刀具:立铣刀(条件:粗铣)铣削平面及凸台铣削槽铣刀直铣削深材料铣削深铣削速度每齿进给量铣削速度槽宽每齿进给量径d度度(mm)v(m/min)0fa(mm/z)v(m/min)d0(mm)Fz(mm/z)mm(mm)0.552-64100.0250.7530~34100.0251.538-49100.05329~32100.038d0/434-43100.025d0/226~29100.018~0.025d0/220-37100.018d021~24100.0130.552-64120

铣削切削用量选择表.pdf
铣削切削用量选择表一、刀具:立铣刀(条件:粗铣)铣削平面及凸台铣削槽铣刀直铣削深材料铣削深铣削速度每齿进给量铣削速度槽宽每齿进给量径d度度(mm)v(m/min)0fa(mm/z)v(m/min)d0(mm)Fz(mm/z)mm(mm)0.552-64100.0250.7530~34100.0251.538-49100.05329~32100.038d0/434-43100.025d0/226~29100.018~0.025d0/220-37100.018d021~24100.0130.552-64120

端面铣刀铣削用量的优化选择.docx
端面铣刀铣削用量的优化选择优化端面铣刀铣削用量的选择摘要在制造业中,铣削是常见的加工方法之一。而端面铣削作为铣削的一种形式,常用于将工件的端面进行修整和加工。在进行端面铣削过程中,合理选择铣刀铣削用量能够达到提高加工效率、降低生产成本和保证加工质量的目的。本文将从端面铣刀铣削用量的优化选择进行探讨与总结。1.引言铣削作为一种重要的机械加工方式,广泛应用于制造业的各个领域。而端面铣刀铣削作为铣削的一种形式,主要用于对工件的端面进行加工。合理选择铣刀铣削用量,在保证加工质量的同时,能够提高加工效率和降低生产成