
基于铝钢异种材料焊接技术的综合实验设计.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于铝钢异种材料焊接技术的综合实验设计.docx
基于铝钢异种材料焊接技术的综合实验设计基于铝钢异种材料焊接技术的综合实验设计摘要:本文以铝钢异种材料焊接技术为研究对象,通过综合实验设计来探究最佳的焊接参数和工艺,以提高铝钢异种材料的焊接质量和接头性能。实验采用了常见的焊接方法——氩弧焊和激光焊,对比了它们在焊接强度、耐腐蚀性和组织性能方面的差异。结果表明,激光焊接具有更高的焊接强度和更优良的耐腐蚀性,但铝钢共晶组织存在严重的冷脆性。在实验过程中也发现了一些问题,如焊接接头形成了较大的缺陷、残余应力较大等。为了解决这些问题,本文提出一些改进措施,如优化焊

铝与钢的异种材料激光焊接.docx
铝与钢的异种材料激光焊接摘要:本文将介绍激光焊接技术在铝与钢异种材料连接中的应用以及其焊接效果分析。讨论了激光焊接的原理、方法和参数对焊接质量的影响。通过实验和分析,探讨了铝与钢异种材料激光焊接的优点、局限性和优化措施。最后,总结了激光焊接技术在铝与钢异种材料搭接中的应用前景。关键词:激光焊接;铝和钢;异种材料;焊接质量;优化措施。引言:铝和钢作为重要的金属结构材料,广泛应用于汽车、飞机和建筑等领域。它们因其性能的优异组合,常常需要通过异种材料焊接技术实现搭接和连接。传统的铝钢搭接焊接工艺需要使用传统的气
铝钢异种金属焊接.ppt
铝/钢异种材料的焊接目录1、异种材料焊接研究背景2、异种材料焊接难点3、钢与铝及铝合金的焊接3、1焊接性分析如图所示,钢与铝及其合金焊接时,Fe在固态Al中的溶解度极小,室温下,Fe几乎不溶于Al,所以冷却过程中会产生FeAl3,并且随着Fe含量的增加,还会出现Fe2Al、Fe2Al7、Fe2Al5、FeAl2等脆性金属间化合物,降低接头的塑韧性,甚至会引起焊接裂纹。因此,铝合金的力学性能和焊接性受含铁量的影响较大。3、2焊接工艺要点(2)焊前准备(3)焊接工艺及参数采用冷压焊焊接钢与铝及其合金,有两种焊
一种用于铝-钢异种板材焊接的电阻点焊装置及焊接方法.pdf
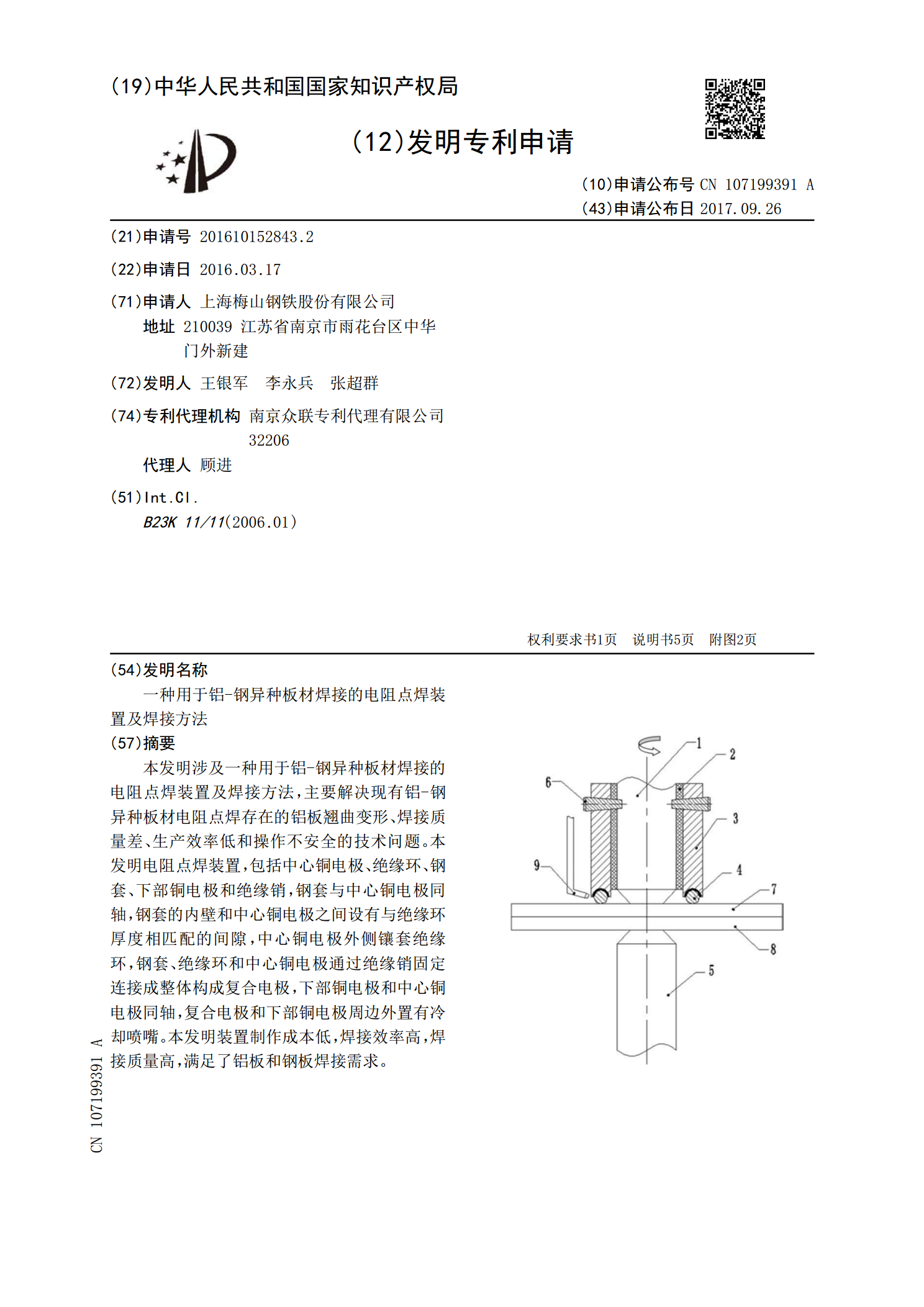
本发明涉及一种用于铝‑钢异种板材焊接的电阻点焊装置及焊接方法,主要解决现有铝‑钢异种板材电阻点焊存在的铝板翘曲变形、焊接质量差、生产效率低和操作不安全的技术问题。本发明电阻点焊装置,包括中心铜电极、绝缘环、钢套、下部铜电极和绝缘销,钢套与中心铜电极同轴,钢套的内壁和中心铜电极之间设有与绝缘环厚度相匹配的间隙,中心铜电极外侧镶套绝缘环,钢套、绝缘环和中心铜电极通过绝缘销固定连接成整体构成复合电极,下部铜电极和中心铜电极同轴,复合电极和下部铜电极周边外置有冷却喷嘴。本发明装置制作成本低,焊接效率高,焊接质量高

关于异种钢焊接技术分析.docx
关于异种钢焊接技术分析据统计,在工业领域中,钢材占用了绝大多数的材料,尤其是在工程建筑、造船、汽车制造等领域,钢材是不可或缺的重要材料。但是,不同用途的钢材所要求的性能和特性也大不相同,而本身钢材也存在着许多局限性,比如强度、韧性、耐蚀性、阻振性等问题。为了解决这些问题,人们对钢材进行了许多改进,其中之一就是异种钢材的使用。异种钢焊接作为异种钢材的制造技术之一,在工业应用中起到了关键作用,本文就此展开分析。一、什么是异种钢焊接异种钢焊接是指焊接不同种类钢材的技术,通常是为了满足一些特殊的要求而使用的。在使