
锅炉压力容器焊接方法及焊接工艺探讨.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锅炉压力容器焊接方法及焊接工艺探讨.docx
锅炉压力容器焊接方法及焊接工艺探讨锅炉压力容器是制造压力设备的一种类型,在现代工程领域中应用十分广泛。焊接是锅炉压力容器制造的重要工艺,其质量和可靠性直接影响着设备的使用寿命和安全性。本文将就锅炉压力容器的焊接方法以及焊接工艺进行探讨。一、锅炉压力容器的主要焊接方法1.手工电弧焊手工电弧焊作为一种传统的焊接方法,已经被广泛的运用在锅炉压力容器的制造中。相较于其他的焊接方法,手工电弧焊的成本极低,操作灵活,可适用于不同大小、形状和材质的焊接任务。但是,在实际应用过程中,手工电弧焊的缺陷也是显而易见的。由于手

锅炉压力容器焊接方法与工艺探讨.docx
锅炉压力容器焊接方法与工艺探讨锅炉压力容器是在工业生产中起到重要作用的设备之一,它承受着高温、高压和复杂的工作环境。因此,焊接是生产和维修过程中最常见和重要的方法之一。本文将探讨锅炉压力容器焊接的方法和工艺,并通过对各种焊接方法的比较和评价,提出适合锅炉压力容器焊接的最佳方法。锅炉压力容器焊接方法主要包括手工焊、自动焊和半自动焊。手工焊是最常见的焊接方法之一,它广泛应用于各种压力容器的焊接。手工焊具有灵活性和适应性好的特点,可以适应不同形状和尺寸的容器焊接。然而,手工焊的劳动强度高,焊接质量难以保证,因此

锅炉压力容器与管道的焊接方法与工艺分析.docx
锅炉压力容器与管道的焊接方法与工艺分析【摘要】锅炉压力容器对于各个重工业生产以及生活方面都具有重要作用。锅炉压力容器在制造的过程中都采用的是焊接方式因此焊接技术的好坏对于锅炉压力容器的质量具有决定性的作用。本文主要通过对锅炉压力容器与管道的焊接方法以及工艺进行分析并且依据实际情况提出了相关的意见希望能够完善相关的施工工艺。【关键词】锅炉;焊接;容器压力;管道焊接方式锅炉在制造的过程中施工工艺较为复杂并且其质量也不容易控制。锅炉压力容器的质量对于工业的发展以

锅炉压力容器焊接技术探讨.docx
锅炉压力容器焊接技术探讨随着工业化进程的不断加速,锅炉和压力容器的应用范围越来越广泛。作为其中极为重要的制造工艺之一,焊接技术在锅炉和压力容器的制造中起着至关重要的作用。本文将探讨锅炉压力容器焊接技术的重要性、现状、挑战,以及当前的解决方案。一、锅炉压力容器焊接技术的重要性锅炉和压力容器作为结构复杂、承载高压、高温和腐蚀等极端条件的设备,其强度和稳定性要求非常高。而焊接作为连接结构的一种方式,其质量直接关系到整个设备的安全性和耐用性。如果焊接不到位,不仅会导致设备出现泄漏、爆炸等安全事故,还会影响设备的性
压力容器(锅炉)焊接工艺卡样本.docx
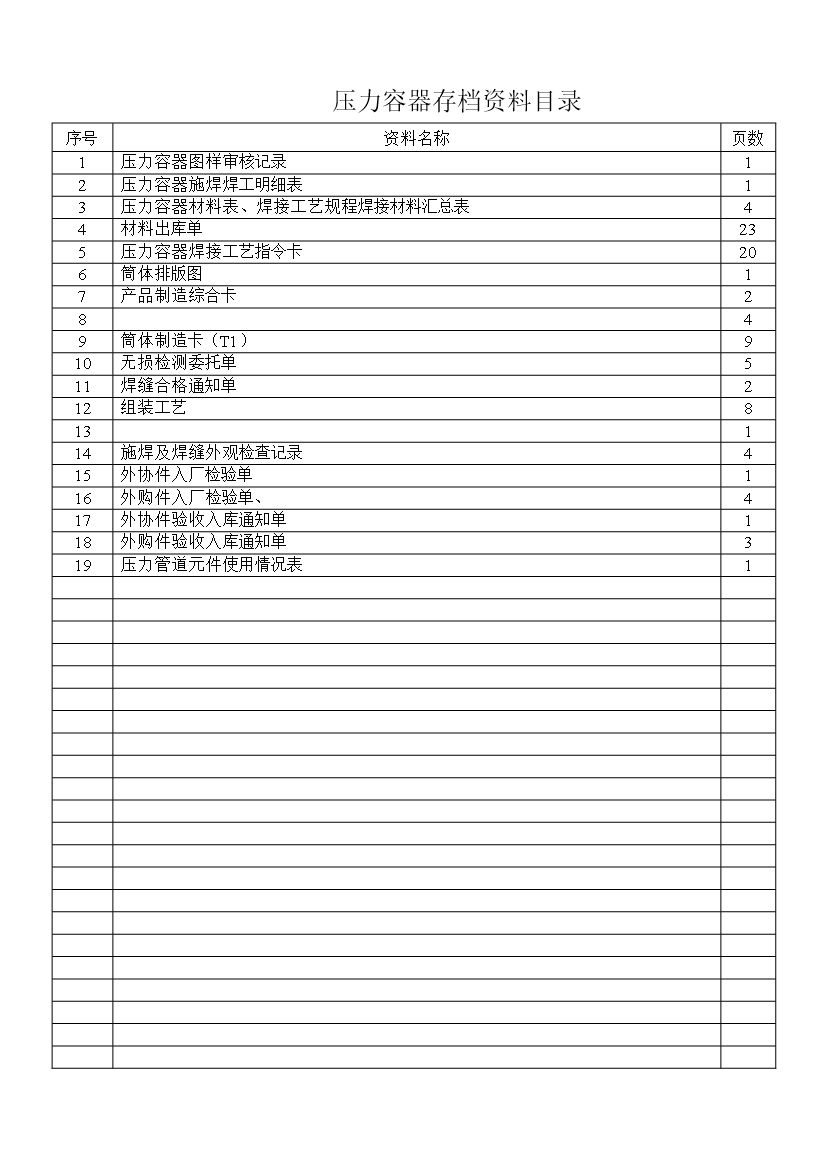
压力容器存档资料目录序号资料名称页数1压力容器图样审核记录12压力容器施焊焊工明细表13压力容器材料表、焊接工艺规程焊接材料汇总表44材料出库单235压力容器焊接工艺指令卡206筒体排版图17产品制造综合卡2849筒体制造卡(T1)910无损检测委托单511焊缝合格通知单212组装工艺813114施焊及焊缝外观检查记录415外协件入厂检验单116外购件入厂检验单、417外协件验收入库通知单118外购件验收入库通知单319压力管道元件使用情况表1压力容器外来图样审核记录