
高强钛合金小直径深孔加工工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高强钛合金小直径深孔加工工艺.docx
高强钛合金小直径深孔加工工艺高强钛合金是一种具有良好力学性能和耐蚀性能的材料,广泛应用于航空航天、汽车和医疗器械等领域。然而,由于其特殊的物理、化学性质和高硬度,高强钛合金的加工难度较大,尤其在小直径深孔加工方面存在一定的困难。因此,研究高强钛合金小直径深孔加工工艺具有重要的理论和实际意义。首先,高强钛合金小直径深孔加工的工艺选择是关键。在实际加工中,可以采用钻孔、铰孔和整体钻削等方法进行加工。钻孔是最常见的加工方法,可以利用钻头快速切削材料,但钻孔过程中可能会产生大量热量,加剧切削刃的磨损和材料表面的变

钛合金小直径深孔的振动钻削研究.docx
钛合金小直径深孔的振动钻削研究标题:钛合金小直径深孔的振动钻削研究摘要:钛合金在航空航天、汽车制造和医疗设备等领域有着广泛的应用。然而,由于其高强度和耐热性,钛合金的钻削过程常常会产生严重的振动问题,导致加工精度的降低和工具寿命的缩短。为了解决这一问题,本文通过实验测试和数值模拟的方法,对钛合金小直径深孔的振动钻削进行了研究。实验结果表明,采用合适的切削参数和刀具结构可以显著减少振动并提高加工质量。数值模拟结果验证了实验结果的可靠性,并为优化钻削工艺提供了参考。关键词:钛合金、振动钻削、小直径深孔、切削参
轴类零件小直径台阶深孔加工工艺及工艺装备.pdf
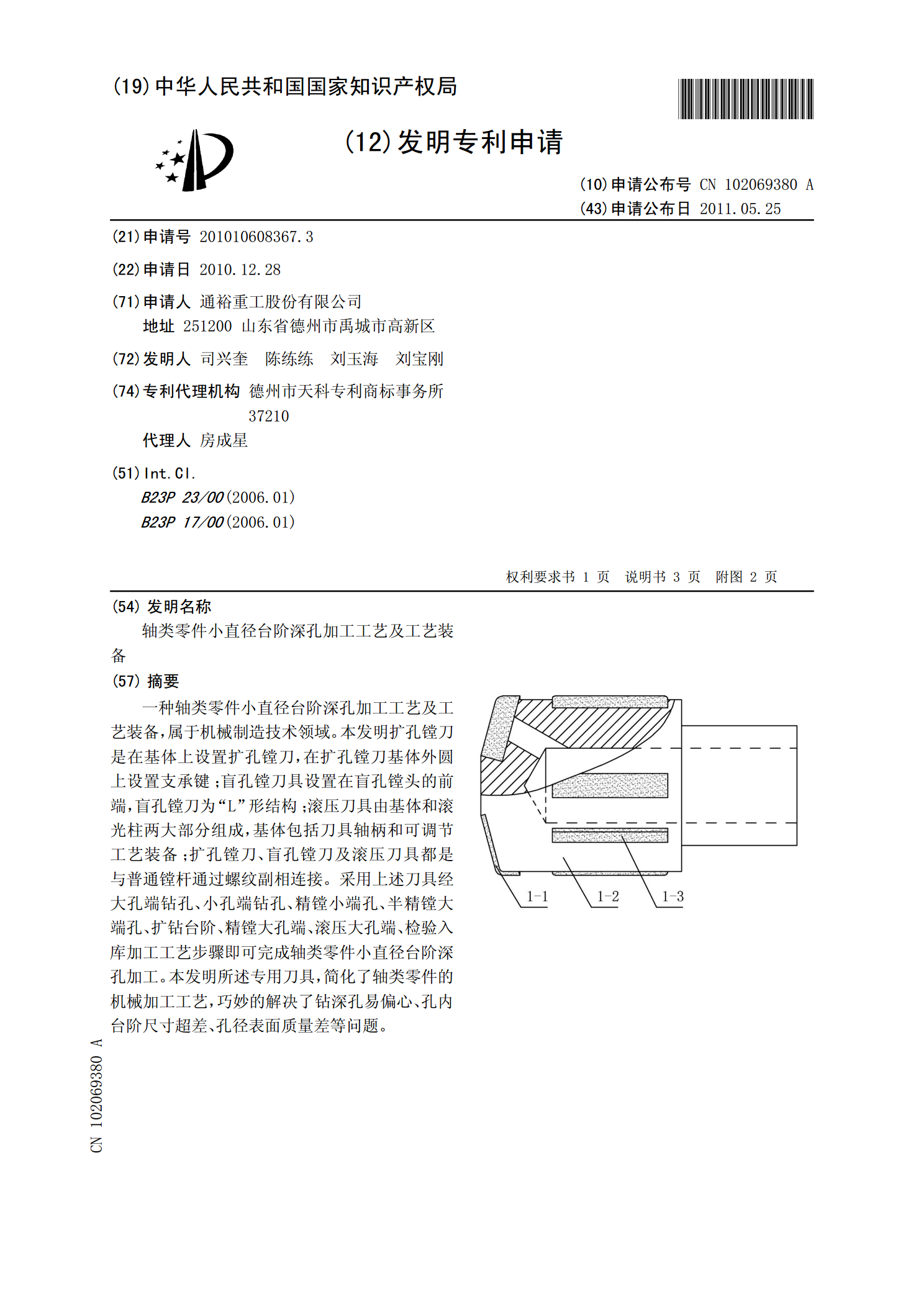
一种轴类零件小直径台阶深孔加工工艺及工艺装备,属于机械制造技术领域。本发明扩孔镗刀是在基体上设置扩孔镗刀,在扩孔镗刀基体外圆上设置支承键;盲孔镗刀具设置在盲孔镗头的前端,盲孔镗刀为“L”形结构;滚压刀具由基体和滚光柱两大部分组成,基体包括刀具轴柄和可调节工艺装备;扩孔镗刀、盲孔镗刀及滚压刀具都是与普通镗杆通过螺纹副相连接。采用上述刀具经大孔端钻孔、小孔端钻孔、精镗小端孔、半精镗大端孔、扩钻台阶、精镗大孔端、滚压大孔端、检验入库加工工艺步骤即可完成轴类零件小直径台阶深孔加工。本发明所述专用刀具,简化了轴类零

浅谈钛合金的深孔钻削加工工艺.docx
浅谈钛合金的深孔钻削加工工艺标题:钛合金的深孔钻削加工工艺探析摘要:钛合金具有优异的性能和广泛的应用领域,但其高强度和良好的耐腐蚀性也给钻削加工带来了一定的挑战。本文将从材料特性、刀具选择、冷却润滑剂、钻削参数等方面进行深入探讨,旨在提供一种有效的钛合金深孔钻削加工工艺。1.引言钛合金作为一种轻质高强度材料,具有良好的机械性能和耐蚀性,广泛应用于航空航天、汽车、医疗等领域。钛合金的深孔钻削加工是制造这些领域产品的重要工艺,怎样选择合适的工艺可以提高加工效率和降低成本。2.钛合金的材料特性钛合金具有高熔点、

小直径深孔冷板流道枪钻加工工艺参数研究.docx
小直径深孔冷板流道枪钻加工工艺参数研究摘要本文基于小直径深孔冷板流道枪钻加工,通过对加工工艺中参数的深入研究,探究了工艺参数对于加工质量的影响,并提出了一种针对该加工工艺的优化方案。研究表明,通过适当控制切削速度、切削深度和进给速度等参数,可以提高加工效率和加工质量,同时提高钻头的使用寿命。关键词:小直径深孔冷板流道、枪钻加工、工艺参数、优化方案引言小直径深孔冷板流道是指直径小于3mm的细小孔径,在航空、航天、制造等领域有着广泛的应用。由于小孔直径、深度大,且所处位置不易接触和观察,在加工中常常存在着技术