
小直径深孔冷板流道枪钻加工工艺参数研究.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

小直径深孔冷板流道枪钻加工工艺参数研究.docx
小直径深孔冷板流道枪钻加工工艺参数研究摘要本文基于小直径深孔冷板流道枪钻加工,通过对加工工艺中参数的深入研究,探究了工艺参数对于加工质量的影响,并提出了一种针对该加工工艺的优化方案。研究表明,通过适当控制切削速度、切削深度和进给速度等参数,可以提高加工效率和加工质量,同时提高钻头的使用寿命。关键词:小直径深孔冷板流道、枪钻加工、工艺参数、优化方案引言小直径深孔冷板流道是指直径小于3mm的细小孔径,在航空、航天、制造等领域有着广泛的应用。由于小孔直径、深度大,且所处位置不易接触和观察,在加工中常常存在着技术
深孔加工枪钻钻杆强韧化及校直工艺.pdf
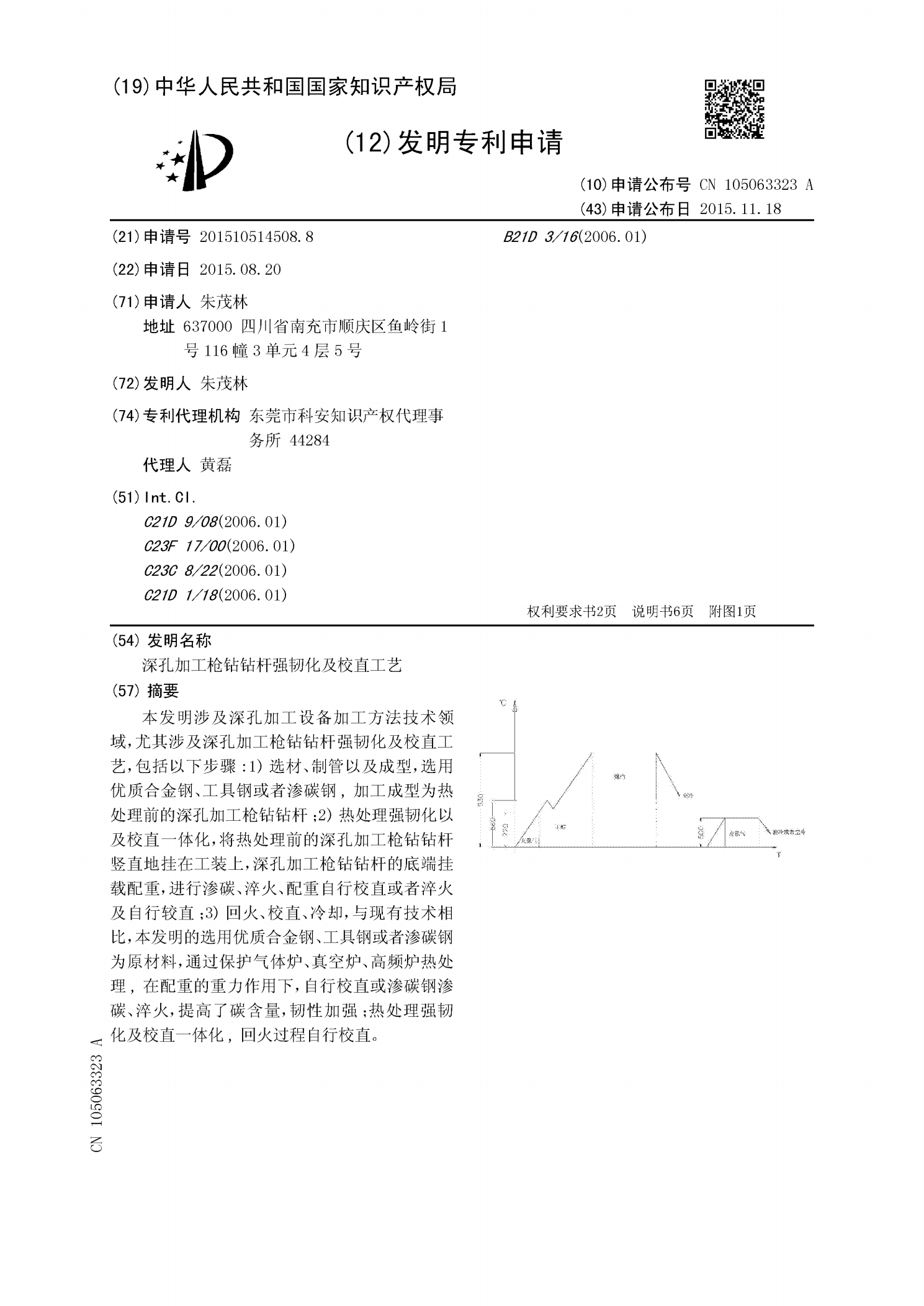
本发明涉及深孔加工设备加工方法技术领域,尤其涉及深孔加工枪钻钻杆强韧化及校直工艺,包括以下步骤:1)选材、制管以及成型,选用优质合金钢、工具钢或者渗碳钢,加工成型为热处理前的深孔加工枪钻钻杆;2)热处理强韧化以及校直一体化,将热处理前的深孔加工枪钻钻杆竖直地挂在工装上,深孔加工枪钻钻杆的底端挂载配重,进行渗碳、淬火、配重自行校直或者淬火及自行较直;3)回火、校直、冷却,与现有技术相比,本发明的选用优质合金钢、工具钢或者渗碳钢为原材料,通过保护气体炉、真空炉、高频炉热处理,在配重的重力作用下,自行校直或渗碳

枪钻在深孔加工中的应用.docx
枪钻在深孔加工中的应用概述随着现代工业的不断发展,深孔加工技术在很多领域得到了广泛的应用。深孔加工技术可以用于加工各种复杂的工件,例如石油钻头、航空发动机零部件、涡轮轴等。而枪钻则是深孔加工中常用的一种设备。本文将以枪钻在深孔加工中的应用为主题,对枪钻的工作原理、结构和特点进行介绍,并分析其在深孔加工中的应用及优势。枪钻的工作原理、结构和特点枪钻是一种用来加工深孔的设备,其工作原理是通过高速旋转的钻头来将材料切割、碎屑排出,并同时向工件内部喷洒冷却液进行冷却和润滑。枪钻的结构一般由电机、主轴、筒夹头、滑块

钛合金深孔枪钻加工研究综述.docx
钛合金深孔枪钻加工研究综述论文题目:钛合金深孔枪钻加工研究综述摘要:钛合金深孔枪钻加工是近年来针对钛合金材料加工领域中的一个研究热点。钛合金材料因其优异的机械性能和良好的耐腐蚀性能,广泛应用于航空、航天、汽车等领域。然而,钛合金材料的特殊性质使其在加工过程中面临诸多困难。本文就钛合金深孔枪钻加工的研究现状、加工工艺和改进方向进行了综述,以期对相关领域的研究提供参考。关键词:钛合金;深孔枪钻;加工工艺;改进方向一、引言随着现代工程技术的发展,钛合金作为一种重要的结构材料,其应用领域不断扩大。然而,由于钛合金

枪钻在车床上深孔加工技术的研究.docx
枪钻在车床上深孔加工技术的研究枪钻在车床上深孔加工技术的研究摘要:本论文主要针对枪钻在车床上深孔加工技术进行了深入的研究。首先,介绍了枪钻和车床在加工中的应用背景,分析了深孔加工技术的重要性和研究意义。然后,详细阐述了枪钻在车床上深孔加工的基本原理和工艺流程,分析了加工过程中可能遇到的问题,并提出了相应的解决方法。最后,通过实验验证了枪钻在车床上深孔加工技术的可行性与优势,并对其未来的研究方向给出了展望。关键词:枪钻;车床;深孔加工;技术研究一、引言枪钻是一种专用的切削工具,常用于车床等机械加工设备上进行