
常见的焊接缺陷及其处理方法ppt课件.ppt

天马****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共50页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
常见的焊接缺陷及其处理方法PPT课件.ppt
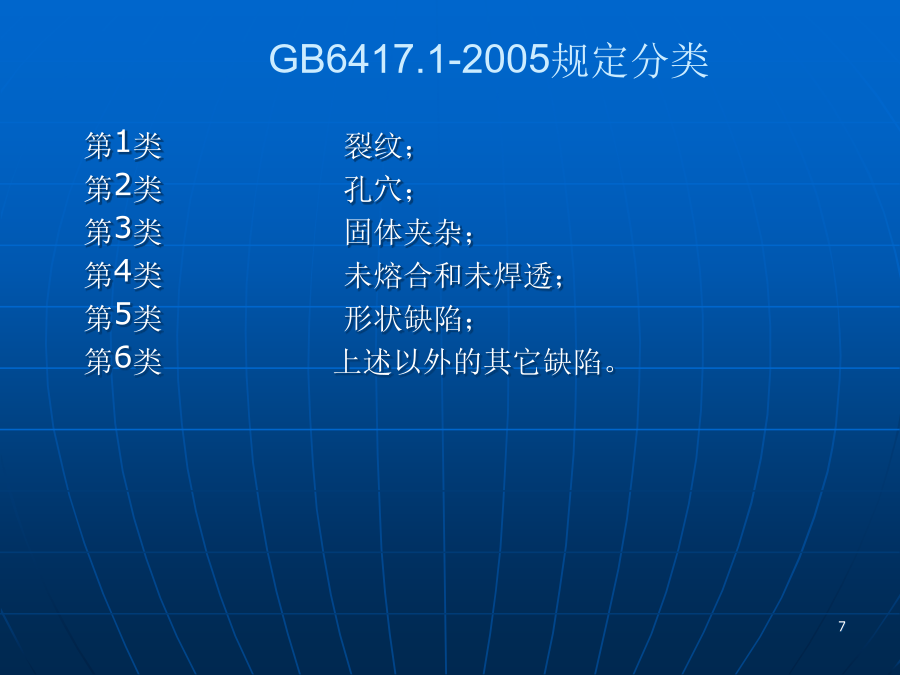
机制造过程中常见的焊接缺陷及其处理方法前言1.事故教训。2.焊接接头的重要性。焊接缺陷焊接缺陷第1类裂纹;第2类孔穴;第3类固体夹杂;第4类未熔合和未焊透;第5类形状缺陷;第6类上述以外的其它缺陷。分别用国际焊接学会(IIW)中缺陷字母代号做简化标记。3、焊接缺陷的影响因素及预防措施焊接裂纹焊条内含硫、磷、碳高时焊缝容易产生裂纹。硫磷是有害元素,含硫高焊缝有热脆性,含磷高焊缝有冷脆性,焊条含硫磷量都必须在0.0035以下。被焊结构刚性大、构件的焊接顺序不当也容易产生裂纹。当顺序安排不当时会形成焊接收缩受阻
常见的焊接缺陷及其处理方法ppt课件.ppt
常见的焊接缺陷及其防止办法目录焊接缺陷焊接缺陷:焊接接头中因焊接产生的金属不连续、不致密或连接不良的现象叫做焊接缺欠,超过规定限值的缺欠叫做焊接缺陷。焊接缺陷焊接缺陷第1类裂纹;第2类孔穴;第3类固体夹杂;第4类未熔合和未焊透;第5类形状缺陷;第6类上述以外的其它缺陷。893、焊接缺陷的影响因素及预防措施焊接裂纹焊条内含硫、磷、碳高时焊缝容易产生裂纹。硫磷是有害元素,含硫高焊缝有热脆性,含磷高焊缝有冷脆性,焊条含硫磷量都必须在0.0035以下。被焊结构刚性大、构件的焊接顺序不当也容易产生裂纹。当顺序安排不
常见的焊接缺陷及其处理方法53743PPT课件.ppt
起重机制造过程中常见的焊接缺陷及其处理方法前言1.起重机事故教训。2.焊接接头的重要性。焊接缺陷焊接缺陷第1类裂纹;第2类孔穴;第3类固体夹杂;第4类未熔合和未焊透;第5类形状缺陷;第6类上述以外的其它缺陷。分别用国际焊接学会(IIW)中缺陷字母代号做简化标记。3、焊接缺陷的影响因素及预防措施焊接裂纹焊条内含硫、磷、碳高时焊缝容易产生裂纹。硫磷是有害元素,含硫高焊缝有热脆性,含磷高焊缝有冷脆性,焊条含硫磷量都必须在0.0035以下。被焊结构刚性大、构件的焊接顺序不当也容易产生裂纹。当顺序安排不当时会形成焊
常见的焊接缺陷及其处理方法53736PPT课件.ppt
常见的焊接缺陷及其处理方法前言1.焊接缺陷实例。2.焊接接头的重要性。焊接缺陷焊接缺陷第1类裂纹;第2类孔穴;第3类固体夹杂;第4类未熔合和未焊透;第5类形状缺陷;第6类上述以外的其它缺陷。分别用国际焊接学会(IIW)中缺陷字母代号做简化标记。3、焊接缺陷的影响因素及预防措施焊接裂纹焊条内含硫、磷、碳高时焊缝容易产生裂纹。硫磷是有害元素,含硫高焊缝有热脆性,含磷高焊缝有冷脆性,焊条含硫磷量都必须在0.0035以下。被焊结构刚性大、构件的焊接顺序不当也容易产生裂纹。当顺序安排不当时会形成焊接收缩受阻,妨碍焊
常见的焊接缺陷及其处理方法.pptx
常见的焊接缺陷及其处理方法前言1、焊接缺陷实例。2、焊接接头得重要性。焊接缺陷焊接缺陷第1类裂纹;第2类孔穴;第3类固体夹杂;第4类未熔合与未焊透;第5类形状缺陷;第6类上述以外得其它缺陷。分别用国际焊接学会(IIW)中缺陷字母代号做简化标记。3、焊接缺陷得影响因素及预防措施焊接裂纹10焊条内含硫、磷、碳高时焊缝容易产生裂纹。硫磷就是有害元素,含硫高焊缝有热脆性,含磷高焊缝有冷脆性,焊条含硫磷量都必须在0、0035以下。被焊结构刚性大、构件得焊接顺序不当也容易产生裂纹。当顺序安排不当时会形成焊接收缩受阻,