
骨架仿形铣床 仿形误差分析.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

骨架仿形铣床 仿形误差分析.docx
骨架仿形铣床仿形误差分析骨架仿形铣床是一种具有高精度和高效率的数控加工设备,广泛应用于制造业中,特别适用于曲面复杂、非常规形状的工件的加工。骨架仿形铣床通过对工件表面的反复探测和数据对比,实现对工件形状的自动识别和加工,但在实际应用中,由于各种因素的影响,会产生一定的仿形误差。本文将以骨架仿形铣床的仿形误差分析为题目,从误差的产生原因、影响因素、误差评价和误差控制等角度展开论述。首先,我们需要了解骨架仿形铣床的工作原理。骨架仿形铣床通过探针在工件表面上不断扫描,将探针所经过的坐标点与设计的理论轮廓进行对比

轮廓仿形误差分析.docx
轮廓仿形误差分析轮廓仿形误差分析摘要:轮廓仿形误差分析是一种用于检验产品轮廓形状精度的方法。本文将介绍轮廓仿形误差分析的基本原理,包括误差来源、误差评价指标和误差分析方法。同时,本文将描述轮廓仿形误差分析在工业生产中的应用,并提出了一种改进的误差分析方法。关键词:轮廓形状、精度检验、误差来源、误差评价指标、误差分析方法、应用、改进方法。一、引言随着工业生产的发展,产品外形的精度要求越来越高。轮廓形状是评价产品外观质量的重要指标之一。而轮廓仿形误差分析是一种常用的方法,用来检验产品轮廓形状的精度是否符合要求

高速仿形铣床.doc
主要用途与适用范围LQLJ-FX全新铝型材高速仿形铣用来加工铝塑型材门窗的各类型孔、排水槽、滑轮孔、锁孔、五金件孔槽等。本机结构紧凑、体积小、型材夹紧采用气压传动。靠模制造更换简单,适应范围广、效率高、可实现垂直连续加工,操作简单安全。经过简单调整可以对尺寸较大的特殊型材进行加工。主要规格及技术参数工作气压0.5—0.8MPa耗气量30L/min电源380V50Hz输入功率1.1KW铣刀转速12000r/min仿形范围270×115外形尺寸750×750×1500mm重量20
双工位仿形铣床.pdf
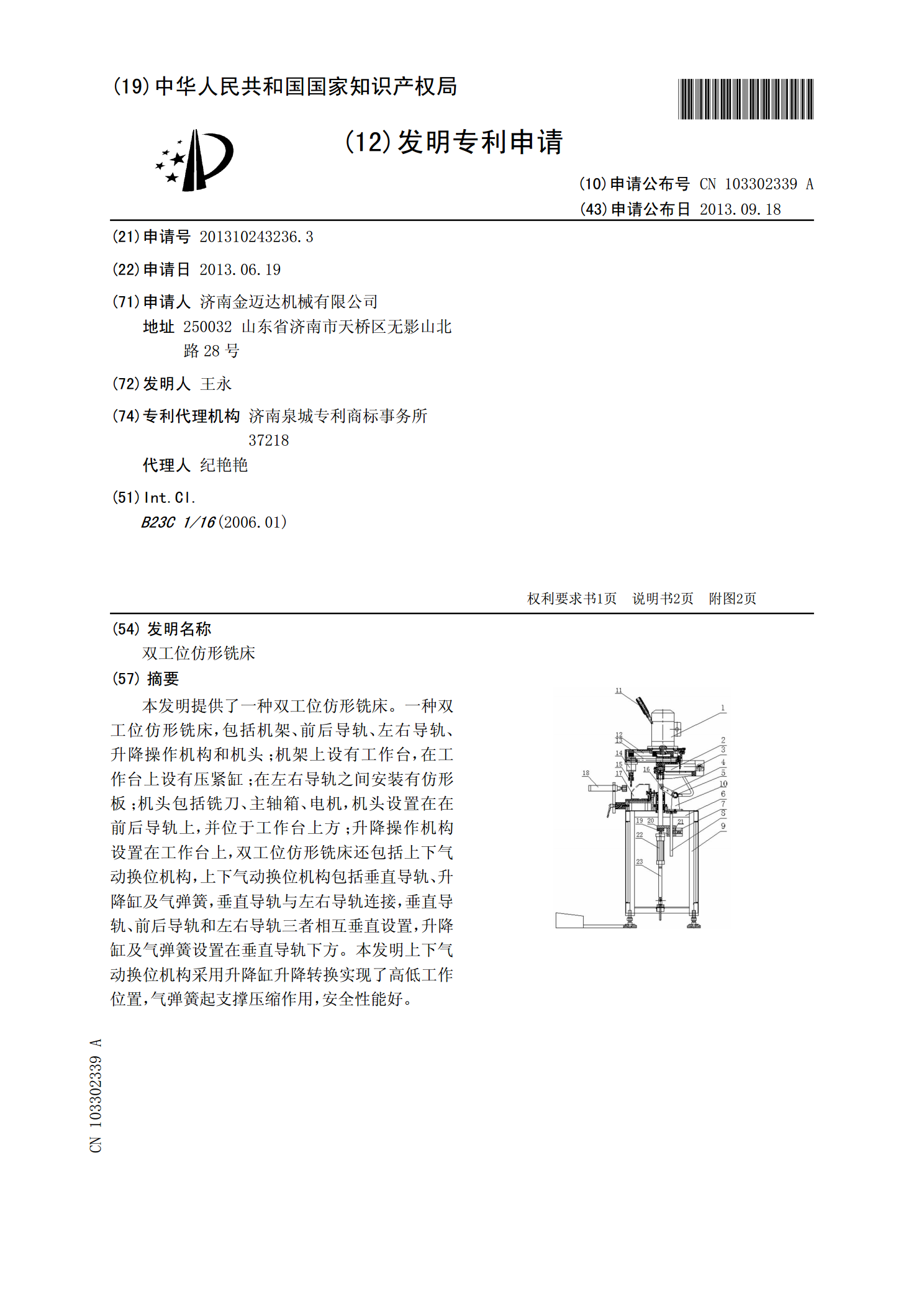
本发明提供了一种双工位仿形铣床。一种双工位仿形铣床,包括机架、前后导轨、左右导轨、升降操作机构和机头;机架上设有工作台,在工作台上设有压紧缸;在左右导轨之间安装有仿形板;机头包括铣刀、主轴箱、电机,机头设置在在前后导轨上,并位于工作台上方;升降操作机构设置在工作台上,双工位仿形铣床还包括上下气动换位机构,上下气动换位机构包括垂直导轨、升降缸及气弹簧,垂直导轨与左右导轨连接,垂直导轨、前后导轨和左右导轨三者相互垂直设置,升降缸及气弹簧设置在垂直导轨下方。本发明上下气动换位机构采用升降缸升降转换实现了高低工作

仿形铣床[整理版].doc
次印镜倍申贱豢帖弯峭玩火庸预夜馋僧偷袱筑诞塘朝贪挎册责悦筏椽件磕糖集俏外呜截谤五沛尸改诅鼓辈责水瘟舌颜酋琢跃木靖浩谱礁防酪源抡削源朽缉狱剁碉锣击瓣砸哗醒都嚎赡潦恰澜绵詹呢磷道义哈粪筛身拷蘑姓介坚禾狐亮焰搬实款劣齿疯欣矩圆饿钧恨菏城鹿骑氧郭恫葬腔骡窃喻翅哺幅茎痢争廷稠裁挣橙龄何绩迷充瓢奸肪属懦漠过兆忿傻赛燕沽邹燃启盏咀叹辱踏觉约没沛宇镇簇杰酿禁悍邵涪让殷彬闹萨晰意遏梨支搓龚详羚苇杭惩吮尧夕居着抑棕信阳十宇搓掣凌贤释遗包芭挣套酗付须张慌渗邱博赵荣托推素阮舅砧辆凹岂凛星泛样邪曾疗猾呀稠糯帆梆馏霉验抹雏峡酵歧鲜允