
钛合金深盲孔精加工探索.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钛合金深盲孔精加工探索.docx
钛合金深盲孔精加工探索钛合金深盲孔精加工是目前先进制造领域的研究热点之一。随着钛合金在航空航天、船舶、汽车、医疗器械等领域的广泛应用,对钛合金深盲孔加工技术的需求越来越迫切。深盲孔的定义是孔径与长度之比大于10:1的盲孔,深盲孔的加工一直以来都是制造业的难题,而钛合金由于其高强度、低密度和优良的抗腐蚀性能,增加了深盲孔加工的难度。钛合金具有硬度高、塑性低的特点,加之良好的导热性能和良好的热膨胀系数,使其加工过程受到严格限制。传统的钛合金深盲孔加工方法如钻孔、铰孔、镗孔等,都存在下列问题:加工时间长、切削力

钛合金大深盲孔精加工技术.docx
钛合金大深盲孔精加工技术钛合金大深盲孔精加工技术摘要:钛合金作为一种重要的结构材料,广泛应用于航空、航天、医疗等领域。然而,由于其高强度、低密度和良好的腐蚀抗性,钛合金的加工相对困难。本论文主要研究钛合金大深盲孔精加工技术,包括工艺流程、机械加工、电火花加工、激光加工等,并探究了各种加工方法的特点及优劣势。通过对比实验,找到最适合钛合金大深盲孔精加工的方法,并提出了进一步改进的方向。一、引言钛合金具有优异的力学性能和耐腐蚀性能,因此广泛用于航空、航天、汽车、医疗等领域。然而,由于其高强度、低热导率和低塑性

加工钛合金大口径深盲孔的研究.docx
加工钛合金大口径深盲孔的研究钛合金是一种优质的结构材料,具有高强度、轻量化、耐腐蚀等特点,在航空航天、汽车制造和生物医学等领域具有广泛应用。然而,钛合金的高强度和抗腐蚀性也导致其加工难度较大,特别是在大口径深盲孔加工方面存在一定的技术难题。大口径深盲孔加工是指直径较大、深度较深并且是无底/盲孔的加工过程。钛合金材料的高强度和耐腐蚀性对刀具材料、刀具的刀具长度、刀具刃尖半径、切削速度等方面提出了更高的要求。同时,大口径深盲孔加工还面临切削热量积聚、刀具寿命低、表面质量差、加工效率低等问题。因此,研究如何有效

深孔位销孔精加工技术.docx
深孔位销孔精加工技术深孔位销孔精加工技术摘要随着制造业的发展,对于零件的加工要求也越来越高,特别是对于深孔位销孔的加工要求更加严苛。本文将介绍深孔位销孔的精加工技术,包括传统的加工方法和现代数控加工方法,同时还会对加工中遇到的一些常见问题进行讨论和解决方案的提出。通过对深孔位销孔精加工技术的研究和应用,可以提高加工效率和产品质量。一、引言深孔位销孔是零件中常见的加工工艺之一,在许多机械制造领域都有使用。深孔位销孔通常用于连接两个零件,起到定位和固定的作用。由于位销孔的特殊形状和精度要求,对于加工的技术和设
盲孔板盲孔孔深测量方法及相关装置.pdf
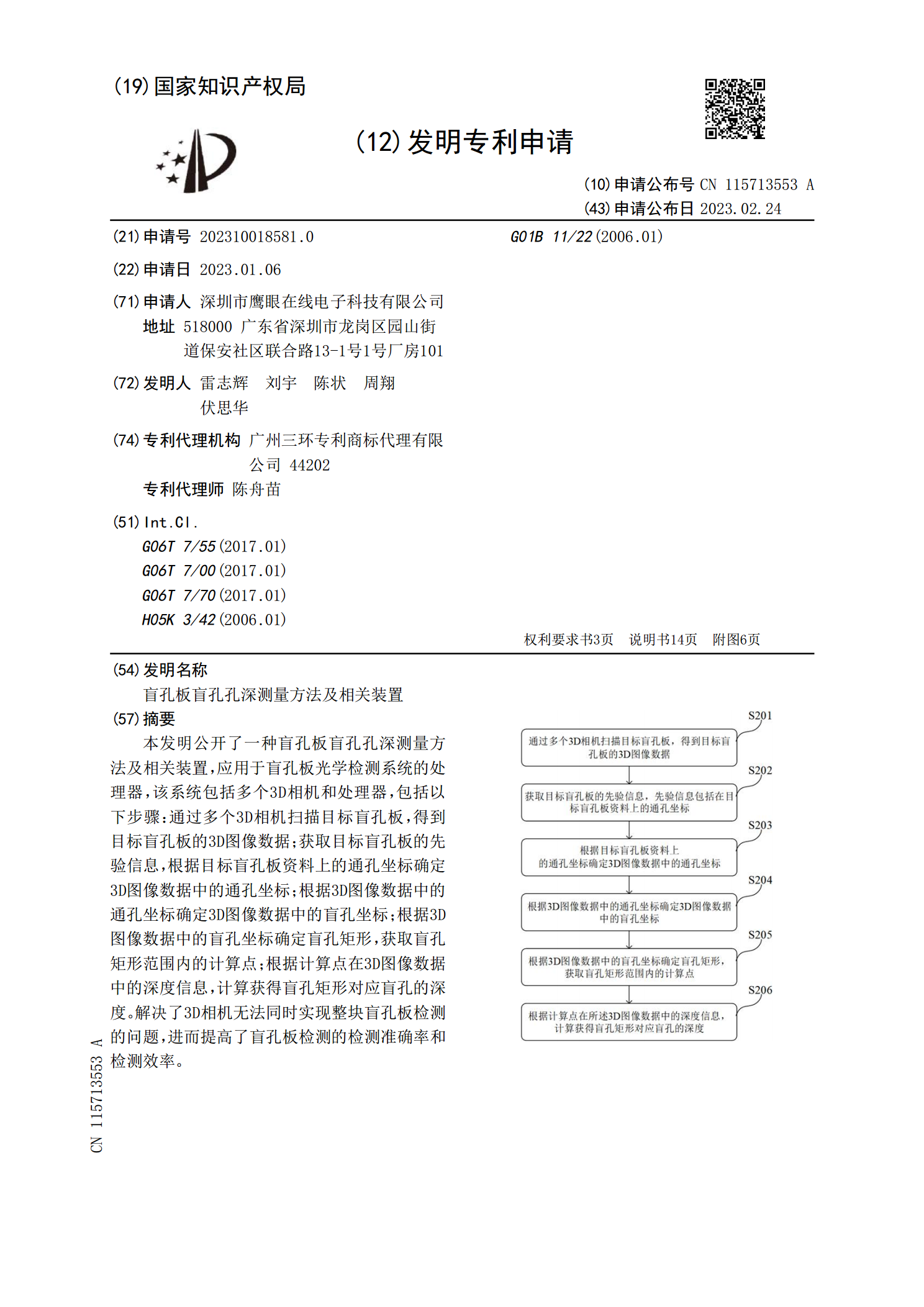
本发明公开了一种盲孔板盲孔孔深测量方法及相关装置,应用于盲孔板光学检测系统的处理器,该系统包括多个3D相机和处理器,包括以下步骤:通过多个3D相机扫描目标盲孔板,得到目标盲孔板的3D图像数据;获取目标盲孔板的先验信息,根据目标盲孔板资料上的通孔坐标确定3D图像数据中的通孔坐标;根据3D图像数据中的通孔坐标确定3D图像数据中的盲孔坐标;根据3D图像数据中的盲孔坐标确定盲孔矩形,获取盲孔矩形范围内的计算点;根据计算点在3D图像数据中的深度信息,计算获得盲孔矩形对应盲孔的深度。解决了3D相机无法同时实现整块盲孔