
锅炉高温过热器集箱的焊接工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锅炉高温过热器集箱的焊接工艺.docx
锅炉高温过热器集箱的焊接工艺一、题意简述本文主要围绕着“锅炉高温过热器集箱的焊接工艺”这一题目展开论述。通过分析锅炉高温过热器集箱的结构特点以及焊接工艺的重要性,探讨如何选择合适的焊接材料、正确的焊接工艺和优化整个焊接过程,以提高高温过热器集箱的焊接质量和使用寿命。二、高温过热器集箱的结构特点高温过热器集箱是锅炉中的一个重要部件,其主要的功能是将水蒸汽从过热器中引出,并将其放在连接到主汽管道的集箱内。因此,高温过热器集箱的结构特征和设计要求相当高。一般而言,高温过热器集箱主要由箱体和箱盖两部分组成,箱体分

锅炉高温过热器集箱的焊接工艺.docx
锅炉高温过热器集箱的焊接工艺锅炉高温过热器集箱的焊接工艺引言锅炉高温过热器集箱是锅炉中的重要组成部分,用于收集和分配高温过热蒸汽以供给汽轮机。集箱结构复杂,要求严格的焊接工艺,以确保其安全可靠的运行。本文将从焊接工艺的选择、焊接材料、焊接工艺参数的控制等方面,论述锅炉高温过热器集箱的焊接工艺。一、焊接工艺的选择1.1焊接方法的选择锅炉高温过热器集箱的焊接方法通常有手工电弧焊、埋弧焊和自动焊等多种方法可供选择。根据集箱的结构和尺寸,可以选择适当的焊接方法。手工电弧焊适用于焊接小型结构,对焊工的技能要求较高,

锅炉集箱焊接工艺.pdf
本发明公开一种锅炉集箱焊接工艺,包括以下步骤:S1:首先将焊接装置的承重杆与总套筒通过固定机构固定;S2:随后启动电机,输出轴带动第一非完全锥形齿轮、第一盘轮、第一锥形齿轮和第一转动杆转动,从而在曲柄和支撑杆转动时,滑板带动第一齿条往复上下滑动;S3:在第一齿条往复上下滑动时,第一齿轮往复转动,通过销键的配合,使承重杆带动总套筒同步转动;S4:在第一齿条向下滑动时,楔块沿斜滑槽向第一支撑架方向滑动,使推块与卡槽不配合,在第一齿条向上滑动时,楔块沿斜滑槽向远离第一支撑架方向滑动,且由于限位杆的限位作用使推块

660MW“W”火焰锅炉高温过热器、高温再热器集箱制造.doc
660MW“W”火焰锅炉高温过热器、高温再热器集箱制造东方锅炉(集团)股份有限公司张涛郭宏伟曾会强高宏鸣摘要阐述邯峰660MW“W”火焰炉高温过热器、高温再热器集箱制造技术,并进行总结,为大型厚壁和薄壁集箱的制造提供经验。关键词集箱;制造;660MW1概述“九五”期间,美国FOSTERWHEELER能源公司(FWEC)在邯峰电厂2台660MW机组以其特有的“W”火焰燃烧锅炉中标,东方锅炉(集团)股份有限公司(DBC)与FWEC经过商谈,FWEC决定将该锅炉的主要受压部件交由DBC制造。对DBC来说这是一
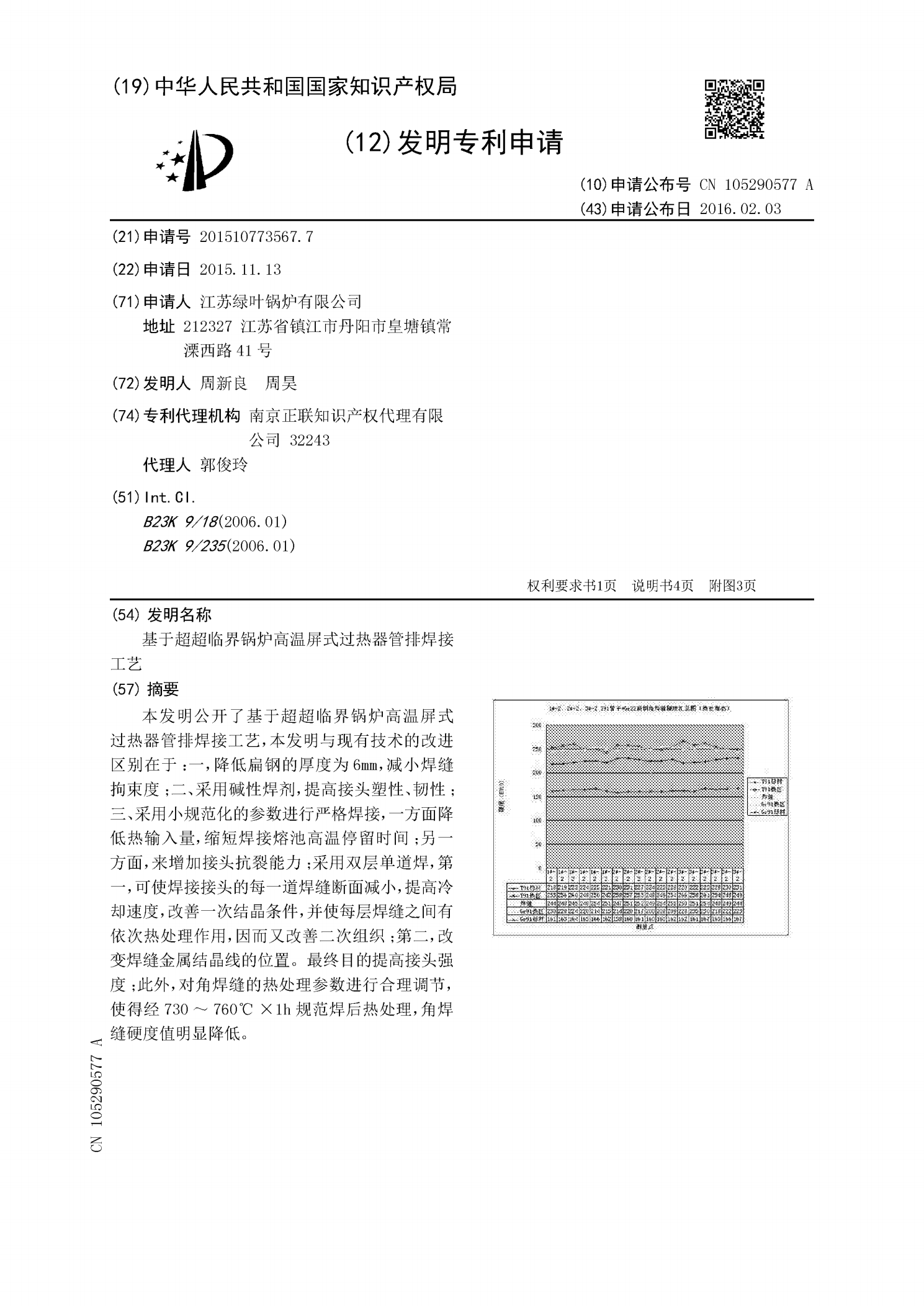
基于超超临界锅炉高温屏式过热器管排焊接工艺.pdf
本发明公开了基于超超临界锅炉高温屏式过热器管排焊接工艺,本发明与现有技术的改进区别在于:一,降低扁钢的厚度为6mm,减小焊缝拘束度;二、采用碱性焊剂,提高接头塑性、韧性;三、采用小规范化的参数进行严格焊接,一方面降低热输入量,缩短焊接熔池高温停留时间;另一方面,来增加接头抗裂能力;采用双层单道焊,第一,可使焊接接头的每一道焊缝断面减小,提高冷却速度,改善一次结晶条件,并使每层焊缝之间有依次热处理作用,因而又改善二次组织;第二,改变焊缝金属结晶线的位置。最终目的提高接头强度;此外,对角焊缝的热处理参数进行合