
精密小深孔拉削新工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

精密小深孔拉削新工艺.docx
精密小深孔拉削新工艺精密小深孔拉削新工艺摘要:精密小深孔加工是一种对工件孔径和深度要求非常高的制造过程。传统的深孔拉削工艺存在切削速度慢、切削力大、加工表面粗糙度高等问题。为了解决这些问题,研究人员提出了一种新的精密小深孔拉削工艺。该工艺采用特殊刀具和先进的控制技术,能够提高切削速度,降低切削力,提高加工质量。本论文将从工艺流程、刀具选择、加工参数优化等方面对该工艺进行详细介绍,并分析其应用前景。1.引言精密小深孔加工在航空、航天、汽车、模具等领域具有广泛的应用。传统的深孔拉削工艺在加工细长孔道时存在切削
一种超深孔精密镗削刀具.pdf
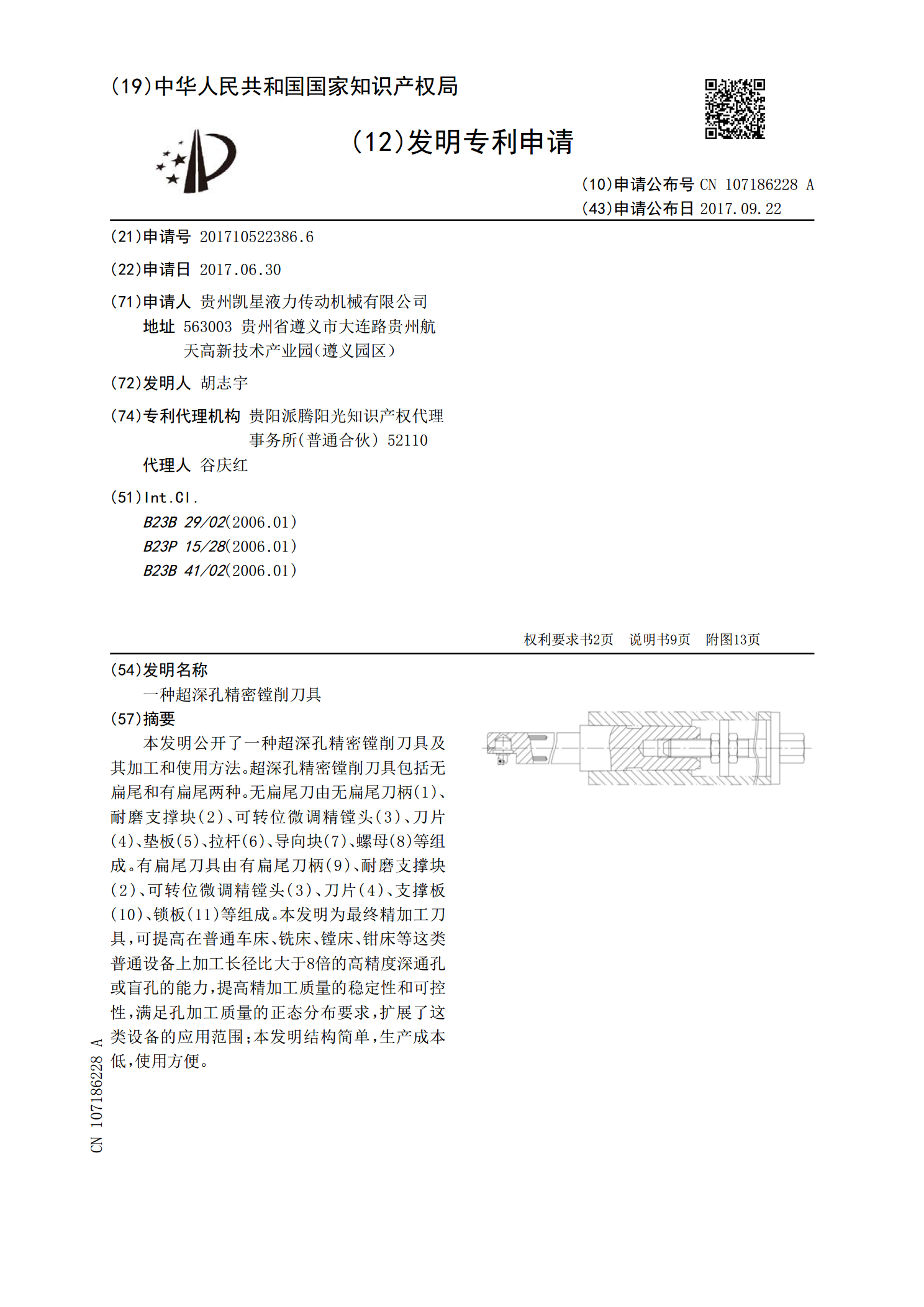
本发明公开了一种超深孔精密镗削刀具及其加工和使用方法。超深孔精密镗削刀具包括无扁尾和有扁尾两种。无扁尾刀由无扁尾刀柄(1)、耐磨支撑块(2)、可转位微调精镗头(3)、刀片(4)、垫板(5)、拉杆(6)、导向块(7)、螺母(8)等组成。有扁尾刀具由有扁尾刀柄(9)、耐磨支撑块(2)、可转位微调精镗头(3)、刀片(4)、支撑板(10)、锁板(11)等组成。本发明为最终精加工刀具,可提高在普通车床、铣床、镗床、钳床等这类普通设备上加工长径比大于8倍的高精度深通孔或盲孔的能力,提高精加工质量的稳定性和可控性,满足

内冷却深孔拉削丝锥的设计与研究.docx
内冷却深孔拉削丝锥的设计与研究内冷却深孔拉削丝锥的设计与研究摘要:随着工业自动化和机械制造的发展,深孔加工技术在各个领域得到了广泛应用。深孔加工中的拉削丝锥在高强度合金材料的加工中起着重要作用。然而,由于长时间的高温加工导致丝锥易损坏的问题,降低了工件表面质量和加工精度。针对这一问题,本文通过设计和研究了一种内冷却深孔拉削丝锥,并对其性能进行了实验验证。实验结果表明,内冷却深孔拉削丝锥具有较高的散热性能和稳定的加工性能,能够有效提高工件表面质量和加工精度。关键词:深孔加工,丝锥,内冷却,散热性能,加工性能

深孔钻削工艺及深孔钻床.docx
深孔钻削工艺及深孔钻床深孔钻削工艺及深孔钻床摘要:深孔钻削工艺是一种用于钻削深孔的专门工艺。随着工业对深孔加工要求的提高,深孔钻削工艺得到了越来越多的关注和应用。本文将介绍深孔钻削工艺的原理和特点,并介绍常用的深孔钻床的分类及其特点。关键词:深孔钻削,工艺,钻床一、引言随着工业技术的发展和生产要求的提高,对于产品中深孔的加工要求也越来越高。深孔加工是指在工件中钻削深孔,通常是用于生产特定零件或应用特定工艺。深孔钻削工艺是深孔加工中最常用也是最重要的工艺之一。深孔钻削工艺的发展得益于钻削技术、微加工技术以及

低频振动钻削精密深孔实验分析及振动装置的研制.docx
低频振动钻削精密深孔实验分析及振动装置的研制低频振动钻削精密深孔实验分析及振动装置的研制摘要:低频振动钻削精密深孔是一种提高钻削效率和加工精度的新方法。本论文通过实验分析低频振动钻削精密深孔的机理和优势,并研制了一种振动装置,实现了低频振动钻削精密深孔的控制和调节。实验结果表明,低频振动钻削可以提高加工效率和表面质量,为深孔加工带来新的机遇和挑战。关键词:低频振动钻削、精密深孔、振动装置、加工效率、表面质量1.引言随着工业制造的发展,对于材料的精密加工要求越来越高。在传统的深孔加工中,常常会遇到加工效率低