
滚齿切削层的研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

滚齿切削层的研究.docx
滚齿切削层的研究滚齿切削是一种常用的齿轮加工方法,广泛应用于传动装置和机械制造领域。随着工程技术的发展和对高精度、高效率的要求,对滚齿切削层的研究也日益重要。本文将从滚齿切削的基本原理、切削过程中的层结构变化以及滚齿切削层的性能优化等方面进行研究和探讨。一、滚齿切削的基本原理滚齿切削是指利用滚齿工具对齿轮进行切削加工的一种方法。该方法通过滚齿刀具上的齿槽来切削齿轮的齿廓,相比于传统的切齿方法,滚齿切削能够实现高精度、高效率的加工。滚齿刀具的齿槽形状决定了齿轮的齿廓形状,而齿槽的形成是通过齿轮与刀具之间的相

滚齿切削力的研究.docx
滚齿切削力的研究滚齿切削力的研究摘要滚齿切削力是滚齿加工中的重要参数,对于滚齿过程的稳定性和加工质量有着直接的影响。本文主要从理论和实验两个角度对滚齿切削力进行了研究,对于滚齿加工的质量控制和切削力的优化提供了一定的理论依据和实践经验。一、引言滚齿加工是一种重要的齿轮加工方法,相比传统的齿轮加工方法,滚齿加工具有高效、精度高、切削力小等优点。滚齿切削力作为滚齿加工中的重要参数,对于滚齿加工的稳定性、加工质量和工具寿命等方面都有着至关重要的影响。因此,对滚齿切削力的研究具有重要意义。二、滚齿切削力的理论分析

滚齿切削参数的优化.docx
滚齿切削参数的优化滚齿切削参数的优化摘要:滚齿切削是一种常用的齿轮加工技术,它能够有效地提高齿轮的精度和表面质量。然而,在实际生产中,滚齿切削参数的选择往往是凭经验或试错法进行的,存在着效率低、质量不稳定的问题。因此,本文对滚齿切削参数进行了优化研究,以提高齿轮加工的效率和质量。1.引言滚齿切削是一种通过切削工具与齿轮齿面之间的相对滚动来进行加工的方法。与传统的齿轮加工方法相比,滚齿切削具有加工速度快、加工效率高、表面质量好等优点。因此,它被广泛应用于航天、汽车、机床等领域。然而,在实际生产中,滚齿切削参
软岩切削钢齿滚刀.pdf
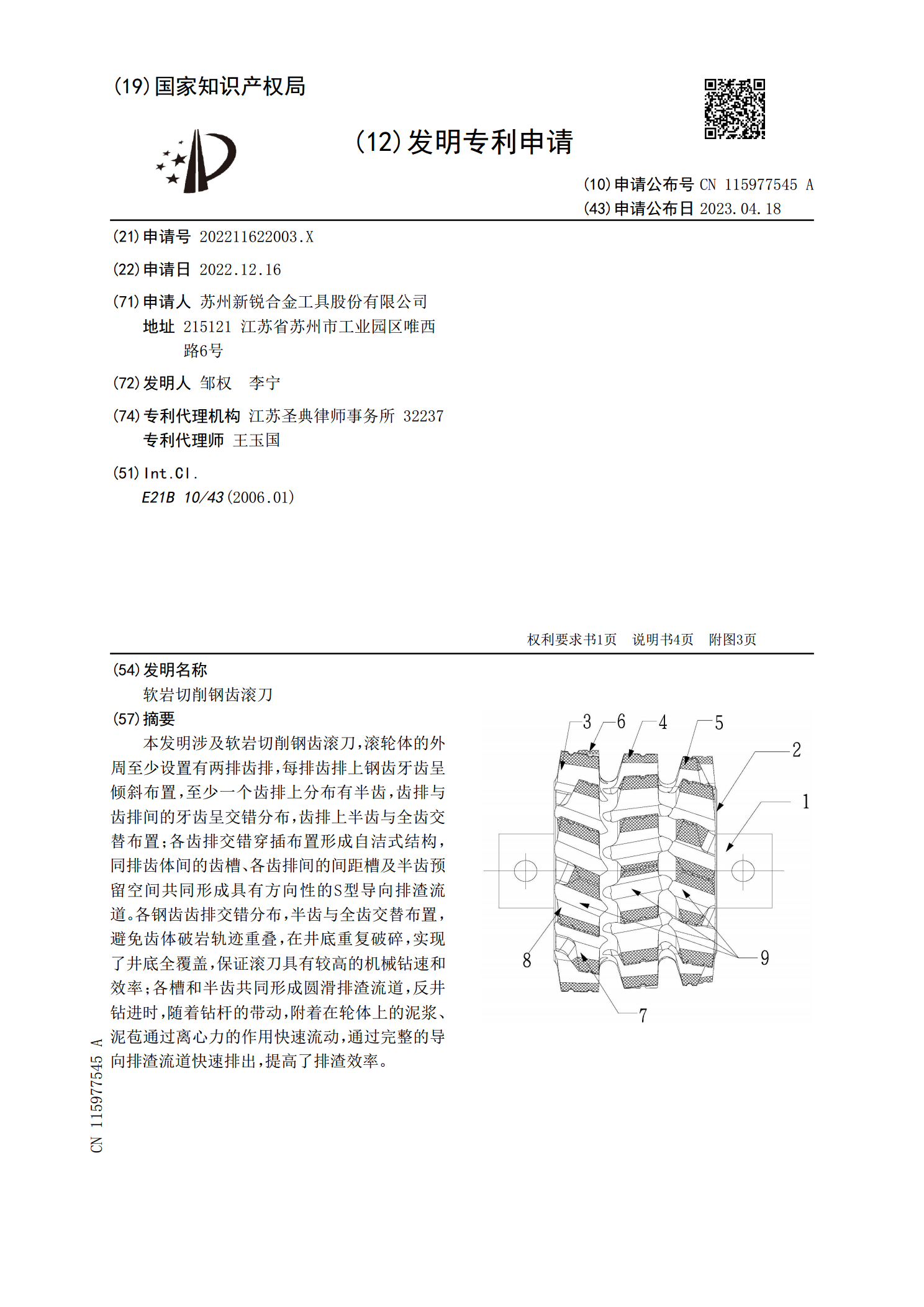
本发明涉及软岩切削钢齿滚刀,滚轮体的外周至少设置有两排齿排,每排齿排上钢齿牙齿呈倾斜布置,至少一个齿排上分布有半齿,齿排与齿排间的牙齿呈交错分布,齿排上半齿与全齿交替布置;各齿排交错穿插布置形成自洁式结构,同排齿体间的齿槽、各齿排间的间距槽及半齿预留空间共同形成具有方向性的S型导向排渣流道。各钢齿齿排交错分布,半齿与全齿交替布置,避免齿体破岩轨迹重叠,在井底重复破碎,实现了井底全覆盖,保证滚刀具有较高的机械钻速和效率;各槽和半齿共同形成圆滑排渣流道,反井钻进时,随着钻杆的带动,附着在轮体上的泥浆、泥苞通过

滚齿切削用量规定重申.doc
滚、插齿切削用量规定目的保证产品质量,减少浪费,维护和谐的工作环境。切削用量标准1、切削用量(单头滚刀):模数(mm)切削用量切削速度V/(m/min)轴向进给量f/(mm/r)≤1030~401.5~2.8链轮25~351.2~2V=D*∏*N/1000V滚刀线速度(m/min)D滚刀外圆直径(mm)N滚刀转速(r/min)模数mm走刀次数余量分配≤31切至全齿深>3-82第一次留精滚余量0.5~1mm,第二次切至全齿深第一次滚削需滚削全齿长≥8(链轮)3第一次切去(1.4-1.6)mm,第二次留精滚余