
消除铸件焊缝上气孔和砂眼的方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

消除铸件焊缝上气孔和砂眼的方法.docx
消除铸件焊缝上气孔和砂眼的方法消除铸件焊缝上气孔和砂眼是铸造工艺中的一项关键任务,对于提高铸件质量和机械性能具有重要意义。本文将介绍几种常见的方法,包括焊接参数优化、材料选择、焊前准备工作等。一、焊接参数优化焊接参数的选择对于消除铸件焊缝上气孔和砂眼具有重要影响。首先,焊接电流和电压应根据铸件材料和大小进行合理的选择。过高的焊接电流会引起焊接熔池过热,容易产生气孔和砂眼。而过低的焊接电流会导致焊接熔池不稳定,同样也会产生气孔和砂眼。其次,焊接速度也是一个重要的参数。焊接速度过快会使焊接熔池对焊缝表面的保护

消除精铸件气孔的探讨.docx
消除精铸件气孔的探讨消除精铸件气孔的探讨摘要:气孔是精铸件中的常见缺陷之一,其存在会降低精铸件的力学性能和使用寿命。因此,消除精铸件气孔是一个关键的问题。本文通过对气孔形成原因进行分析,并结合目前常用的消除气孔方法进行综述,以期提供有价值的指导和参考。1.引言精铸件是一种制造工艺精细的铸造件,通常具有复杂的形状和高精度要求。然而,由于铸造过程的复杂性,精铸件中常常会出现气孔缺陷。气孔是由铸造过程中的气体聚集形成的孔洞,其存在会对精铸件的强度、韧性和疲劳寿命等力学性能造成不利影响。2.气孔形成原因分析气孔的

一种消除铝铸件补焊气孔缺陷的方法.docx
一种消除铝铸件补焊气孔缺陷的方法申请号/专利号:200810010270一种消除铝铸件补焊气孔缺陷的方法,采用了特种钨极氩弧焊剂的钨极氩弧焊,工艺参数为:焊接电流:110-380A,预热温度:60-160℃,焊接速度:7-25m/h,钨极直径:Φ3.2-8.0mm,焊丝直径:1.6-6.0mm,氩气流量:14-110L/min;开设坡口,将焊区清洗干净,进行预热;将焊丝洗刷干净;将焊剂涂覆于坡口表面,或用焊丝一端煨热后沾取适量干焊剂立即实施焊接;焊后立即用热水将焊区表面熔剂残渣清洗干净。本发明的优点:采用
一种消除铝铸件补焊气孔缺陷的方法及系统.pdf
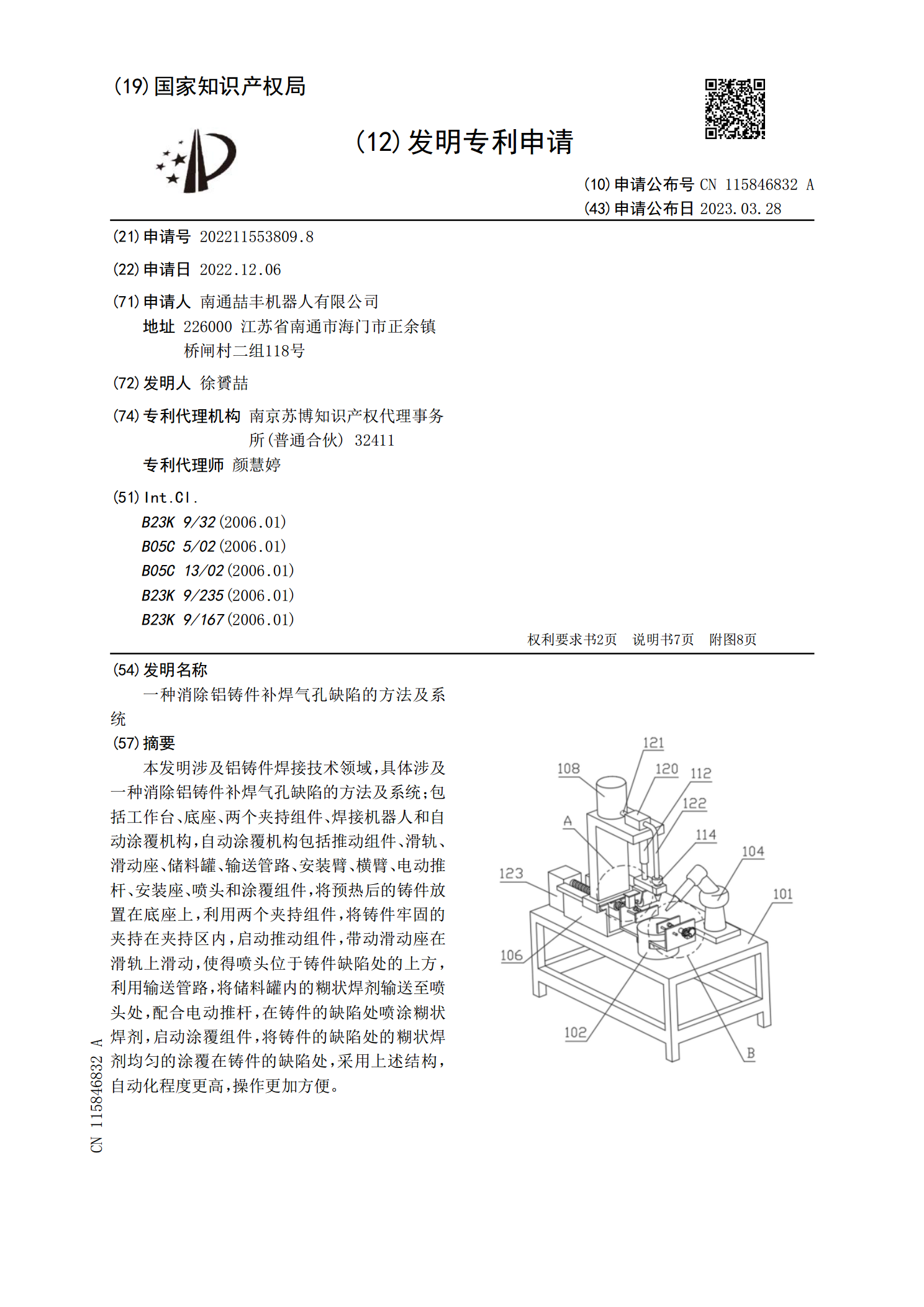
本发明涉及铝铸件焊接技术领域,具体涉及一种消除铝铸件补焊气孔缺陷的方法及系统;包括工作台、底座、两个夹持组件、焊接机器人和自动涂覆机构,自动涂覆机构包括推动组件、滑轨、滑动座、储料罐、输送管路、安装臂、横臂、电动推杆、安装座、喷头和涂覆组件,将预热后的铸件放置在底座上,利用两个夹持组件,将铸件牢固的夹持在夹持区内,启动推动组件,带动滑动座在滑轨上滑动,使得喷头位于铸件缺陷处的上方,利用输送管路,将储料罐内的糊状焊剂输送至喷头处,配合电动推杆,在铸件的缺陷处喷涂糊状焊剂,启动涂覆组件,将铸件的缺陷处的糊状焊

出现不同程度的砂眼气孔和飞边.ppt
第六章本章主要讲解以下两个方面内容一、废品损失概述不可修复废品(二)废品损失的概念及种类1.(三)废品损失核算应设置的账户二、废品损失的会计处理〖案例分析〗经技术部门鉴定铸件的缺损情况,砂眼可通过填加填补剂、气孔可通过补焊、飞边通过打磨等措施修复,修复费用较少应为可修复废品。废品应进行修复。〖修复支出〗修复A铸件实际耗用材料500元,实际耗用工时200小时,小时人工费用分配率为4.56元,小时制造费用分配率为2.50元,修复过程中回收残料(已入库)10元,应由废品责任人王军隆赔偿100元。〖核算要求〗归集