
抛丸清理工艺参数的选择.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

抛丸清理工艺参数的选择.docx
抛丸清理工艺参数的选择抛丸清理是一种常见的表面处理方法,可以有效地去除工件表面的污垢、氧化层、焊渣和喷涂物等,以达到提高工件表面质量和提供良好的附着力的目的。在进行抛丸清理时,选择适当的工艺参数对于获得良好的清理效果至关重要。本文将从抛丸清理工艺参数的选择方面进行探讨,包括抛丸介质的选择、抛丸速度、抛丸时间、抛丸角度等。首先,选择合适的抛丸介质是保证抛丸清理效果的关键。常用的抛丸介质包括钢丸、铝丸、氧化铝砂等。不同的抛丸介质在清理效果和表面质量方面会有所差异。钢丸是常见的抛丸介质,具有高抛光效果和较长的使

喷丸清理工艺参数的选择.docx
喷丸清理工艺参数的选择喷丸清理工艺参数的选择摘要:喷丸清理工艺是一种常用的表面处理工艺,可以有效地清除杂质和污染物,提高材料表面的粗糙度,增强其附着力和表面质量。然而,在实际应用中,选择适当的喷丸清理工艺参数是至关重要的。本论文将从喷丸设备的选择、喷丸介质的选择、喷丸速度和压力等方面分析影响工艺参数选择的因素,并提出一些优化策略。第一部分:引言喷丸清理工艺是一种常用的表面处理工艺,通常用于金属材料的清理和强化处理。在喷丸清理过程中,高速喷射的喷丸介质与工件表面相互碰撞,将污物和氧化层等杂质从表面剥离,从而

钢板弹簧抛丸强化工艺参数的确定.docx
钢板弹簧抛丸强化工艺参数的确定钢板弹簧抛丸强化工艺参数的确定摘要:钢板弹簧广泛应用于汽车、机械设备以及建筑等领域。然而,钢板弹簧在使用过程中容易受到外界环境和负载的影响,导致弹簧寿命缩短。为了延长钢板弹簧的使用寿命,抛丸强化成为一种常用的方法。本文旨在研究确定钢板弹簧抛丸强化工艺参数,以提高其使用寿命。1.引言钢板弹簧作为一种重要的机械零件,在工业生产中发挥着重要的作用。然而,由于外界环境和负载的影响,弹簧容易发生疲劳破坏,导致寿命缩短。抛丸强化作为一种有效的表面处理方法能够提高弹簧的疲劳寿命。确定合适的
抛丸清理装置.pdf
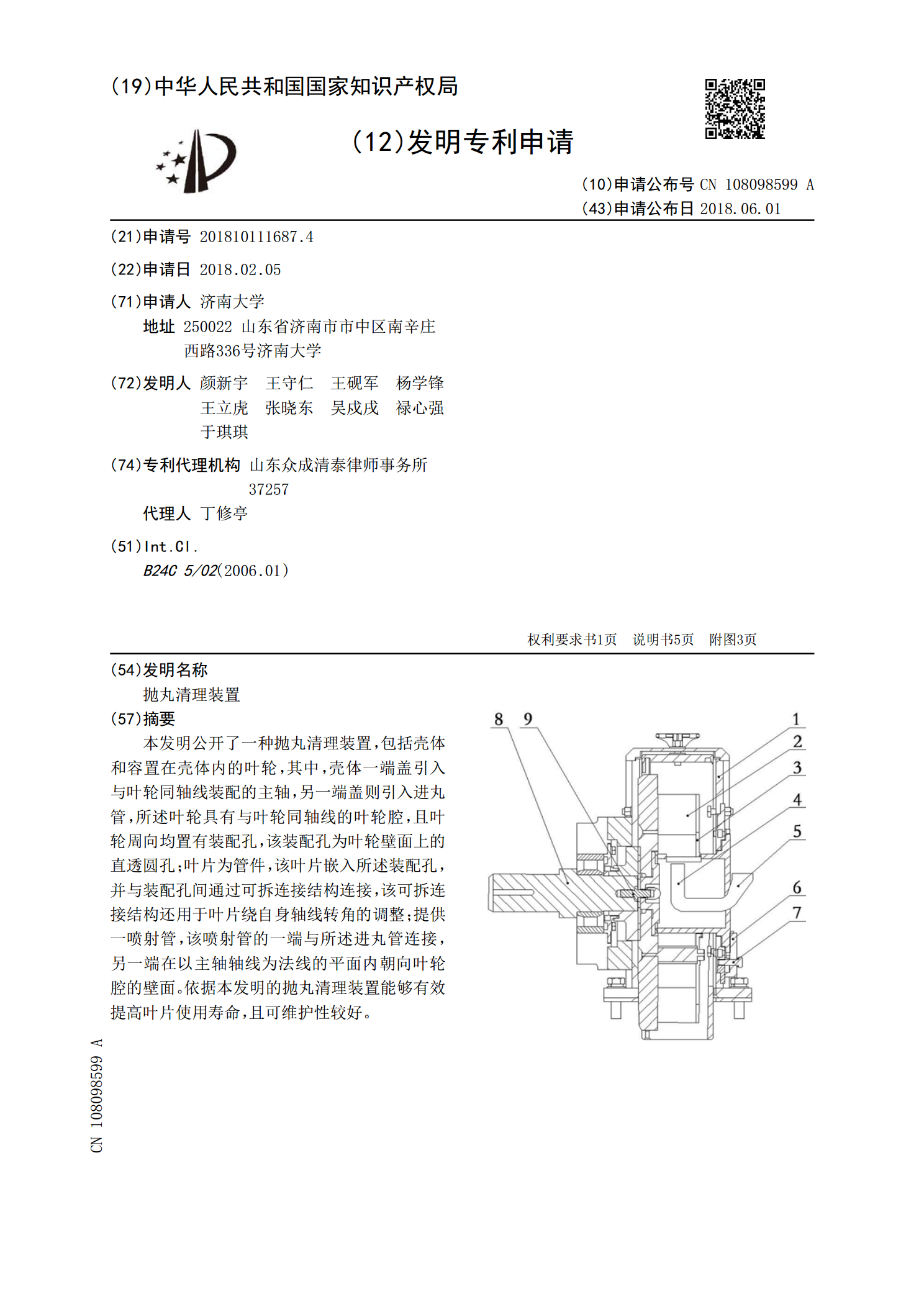
本发明公开了一种抛丸清理装置,包括壳体和容置在壳体内的叶轮,其中,壳体一端盖引入与叶轮同轴线装配的主轴,另一端盖则引入进丸管,所述叶轮具有与叶轮同轴线的叶轮腔,且叶轮周向均置有装配孔,该装配孔为叶轮壁面上的直透圆孔;叶片为管件,该叶片嵌入所述装配孔,并与装配孔间通过可拆连接结构连接,该可拆连接结构还用于叶片绕自身轴线转角的调整;提供一喷射管,该喷射管的一端与所述进丸管连接,另一端在以主轴轴线为法线的平面内朝向叶轮腔的壁面。依据本发明的抛丸清理装置能够有效提高叶片使用寿命,且可维护性较好。

吊钩式抛丸清理机操作工艺规程.docx
吊钩式抛丸清理机操作工艺规程-1--2-吊钩式抛丸清理机操作工艺规程1.抛丸前的准备1.1.操作者应熟悉所抛铸件的工艺要求。1.2.检查抛丸清理机各部位运转正常吊钩及吊挂铸件所用辅件是否有裂纹或损伤。1.3.备齐按工艺要求的各种铁丸(或钢丸)。1.4.检查电气箱各按钮齐全与否开关正常。2.抛丸2.1.检查除尘系统是否正常运转并开启运转。2.2.开启提升机及螺旋输送器。2.3.开动吊钩到一定位置吊起铸件进入清理室内到预定位置。2.4.关闭清理室大门并开启抛丸器。2.5.打开供丸闸门开始清理根据不同零