
拨叉加工工艺改进.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

拨叉加工工艺改进.docx
拨叉加工工艺改进拨叉加工工艺改进摘要:随着制造业的不断发展和升级,对于加工工艺的精度要求也越来越高。传统的拨叉加工工艺存在一些问题,如加工精度不高、加工效率低等。针对这些问题,本文详细介绍了拨叉加工工艺的原理和存在的问题,并提出了一系列的改进方法,以提高加工精度和效率。1.引言拨叉是一种常见的机械零件,广泛应用于各个行业。传统的拨叉加工工艺一般采用铣床或加工中心进行加工,存在加工精度不高、加工效率低等问题。随着制造业的发展和升级,对于零件加工的精度要求也越来越高。因此,对拨叉加工工艺进行改进,提高加工精度

拨叉工艺夹具的改进.docx
拨叉工艺夹具的改进摘要:拨叉工艺夹具作为一种常用夹具在机械加工中得到广泛应用,夹具的质量直接影响机械加工的效率、精度和品质。本文详细介绍了拨叉工艺夹具的原理、分类以及常见问题。并通过分析常见问题,提出了改进措施,对提升机械加工效率、精度和品质具有一定的实际应用意义。关键词:拨叉工艺夹具;机械加工;质量管控;改进措施正文:1.拨叉工艺夹具的原理拨叉工艺夹具是一种机械夹具,由两个夹具底板和中间的拨叉组成。夹具底板用于固定工件,中间的拨叉用于控制工件的位置和朝向。夹具通过拨叉的切换调整工件的位置和朝向,从而完成

车床拨叉加工工艺.doc
1车床拨叉加工工艺图车床拨叉1、零件图样分析1)拨叉右端两侧面,对基准孔轴线A的垂直度公差为0.15mm。2)拨叉右端R20mm为少半圆孔,其端面与孔中心相距2mm。3)零件材料ZG45。2、车床拨叉机械加工工艺过程卡(表1)表1车床拨叉机械加工工艺过程卡工序号工序名称工序内容工艺装备1?精密铸造,两件合铸(工艺需要)22热处理退火3划线划各端面线及三个孔的线4车以外形及下端面定位,按线找正,四爪单动卡盘装夹(或专用工装)工件,车R206.03.0mm(φ40mm)孔至图样尺寸,并车孔的两侧面,保证尺

拨叉加工的工艺探讨.docx
拨叉加工的工艺探讨拨叉加工是一种常见的金属加工方法,广泛应用于各种机械制造中。它采用旋转切割的方式来削减金属表面,以达到加工和制造所需的形状和大小。在本文中,我们将讨论拨叉加工的工艺、特点、优点和应用,并探讨如何最大限度地优化这种加工方法以提高效率和质量。拨叉加工工艺拨叉加工的工艺过程包括下列几个步骤:1.选材:选择合适的金属材料,以保证最终产品的强度和耐用性。2.确定工件形状:确定所需的工件形状和尺寸,这可以通过手绘或计算机辅助设计实现。3.制备工件:利用加工中心或车床将材料切削成所需的形状,并进行表面
拨叉加工工艺卡片.doc
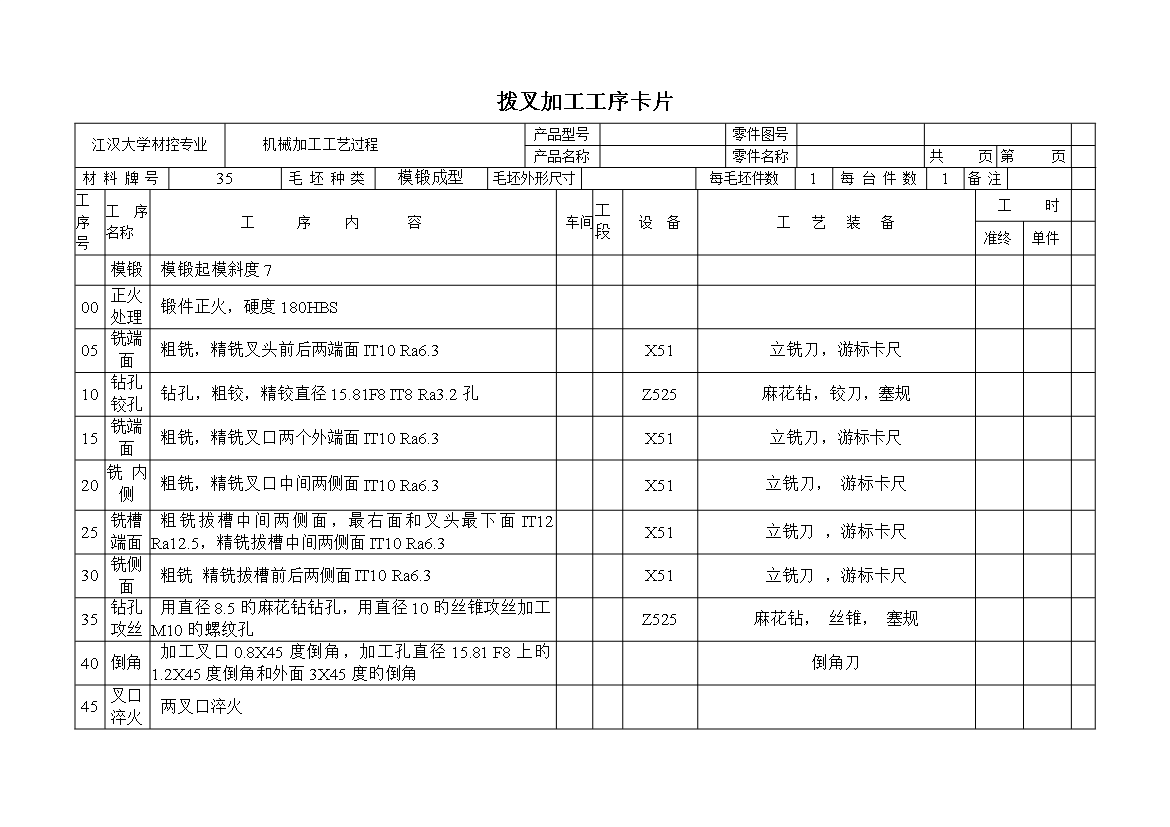
拨叉加工工序卡片江汉大学材控专业机械加工工艺过程产品型号零件图号产品名称零件名称共页第页材料牌号35毛坯种类模锻成型毛坯外形尺寸每毛坯件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件模锻模锻起模斜度700正火处理锻件正火,硬度180HBS05铣端面粗铣,精铣叉头前后两端面IT10Ra6.3X51立铣刀,游标卡尺10钻孔铰孔钻孔,粗铰,精铰直径15.81F8IT8Ra3.2孔Z525麻花钻,铰刀,塞规15铣端面粗铣,精铣叉口两个外端面IT10Ra6.3X51立铣刀,游标卡尺20铣内