
塑料注射模具设计CAI系统PPT课件.ppt

lj****88

1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共39页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑料注射模具设计CAI系统PPT课件.ppt
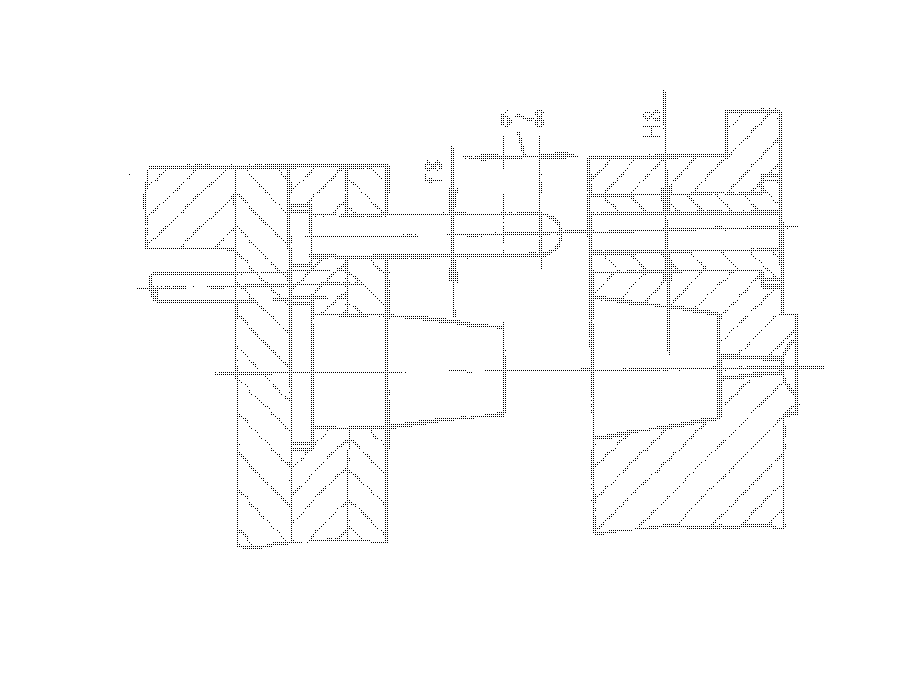
塑料注射模具设计CAI系统第七章结构零件的设计目录㈠概述㈡导向机构的作用动定模正确闭合,避免凸模成型芯先进入型腔,以保证不损坏成型零件。3.承受一定侧压力塑料注入型胜过程中会产生单向侧压力,或由于注射机精度的限制,使导役在工作中承受了一定的侧压力。当侧压力很大时,不能单靠导柱来承担,需要增设锥面定位装置。合模导向机构主要有导柱导向和锥面定位两种形式,下面就这两种机构的设计分别进行叙述。㈢导柱导向机构设计①导柱的典型结构及要求1.导柱的典型结构导柱的典型结构如图所示,A型用于简单模具的小批量生产,一般不需要

塑料注射模具设计PPT课件.ppt
15第二节塑件在模具中的位置设计二、分型面的形状三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则三、分型面的选择原则实例:灯罩模具设计5.3普通浇注系统设计任务导入:浇注系统:指由注射机喷嘴中喷出的塑料进入型腔的流动通道。作用:使塑料熔体平稳有序地填充型腔,并在填充和凝固过程中把注射压力充分传递到

塑料注射模具设计课件.ppt
第一章注射成型工艺1-1-3注射机的技术参数:(设计人员要知道的注射机参数)1、额定注射量;2、额定注射压力;3、额定锁模力;4、模具安装尺寸;5、开模行程等。注射机的规格目前世界上尚无同一的标准,我国常采用额定注射量来表示注射机的规格,如XS-ZY-125注射机即表示额定注射量为125cm3,其它字母的意义是:X指成型,S指塑料,Z指注射,Y指螺杆式注射机。该机具有两侧双顶杆机械推出装置的螺杆式卧式注射机,锁模力900KN,模具的最大合模行程300mn,模具最大厚度300mm,最小厚度200mm,喷嘴直
塑料制品与塑料注射模具设计培训课件.ppt
塑料制品与塑料注射模具设计1.塑料制品:注射、挤出、吹塑、压制、泡沫成型、浇注、热成型、滚塑(搪塑)2.橡胶制品:压制、压铸、挤出、注射(从成型工艺方面来分析制品结构设计的合理性和可行性)解决几个问题:1.一套模具可以在任何注射机上成型吗?2.在设计中对塑料制品的要求可以和金属制品一致吗?为什么?3.模具加工后成型的制品有误差,怎么办?(一)塑件的尺寸:(体积、外轮廓尺寸、壁厚)1.塑件的体积V制(与注射机的理论注射容积V注):0.2V注≤V制≤0.8V注成型面积S投——塑件在模具分型面上的投影面积。F涨

塑料注射模具设计.doc
课程设计题目:鼠标外壳塑料注射模具设计学院:航空制造工程学院专业:材料成型及控制工程姓名:肖玉梅学号:10033401导师:李宁目录1.塑件的工艺分析--------------------------------------------------------------------------------31.1塑件的成型工艺性分析------------------------------------------------------------------31.1.1塑件材料ABS的使用性能--