
一种自动熔化极气体保护焊焊接装置设计及应用.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动熔化极气体保护焊焊接装置设计及应用.docx
一种自动熔化极气体保护焊焊接装置设计及应用随着现代工业的发展,焊接技术逐渐成为各个行业不可或缺的一部分。自动熔化极气体保护焊焊接装置是其中一种高效、精准的自动化焊接设备,在机械工业、汽车制造、航空工业等领域都被广泛应用。本文将介绍自动熔化极气体保护焊焊接装置的构造、原理及其在实际生产中的应用。一、自动熔化极气体保护焊焊接装置构造自动熔化极气体保护焊焊接装置由多个部分组成,包括焊枪、控制箱、电源、输送装置、工作平台等。其中,焊枪是焊接的核心部件,通过这个装置,焊缝被加热到足够高的温度并进行熔化,以便达到焊接

全自动熔化极气体保护焊纵缝焊接装置的设计及应用.docx
全自动熔化极气体保护焊纵缝焊接装置的设计及应用全自动熔化极气体保护焊(GasMetalArcWelding,GMAW)纵缝焊接装置的设计及应用一、引言随着现代工业的迅猛发展,焊接作为一种常用的连接工艺,在制造业中的应用越来越广泛。传统的手工焊接存在着效率低、质量难以控制等问题,因此,研发一种全自动、高效、高质量的焊接装置具有重要意义。本论文将以全自动熔化极气体保护焊(GMAW)纵缝焊接装置的设计及应用为主题,对其设计原理、结构特点及应用优势进行研究和探讨。二、全自动熔化极气体保护焊纵缝焊接装置的设计原理全
一种横位窄间隙熔化极气体保护焊用自动焊接装置.pdf
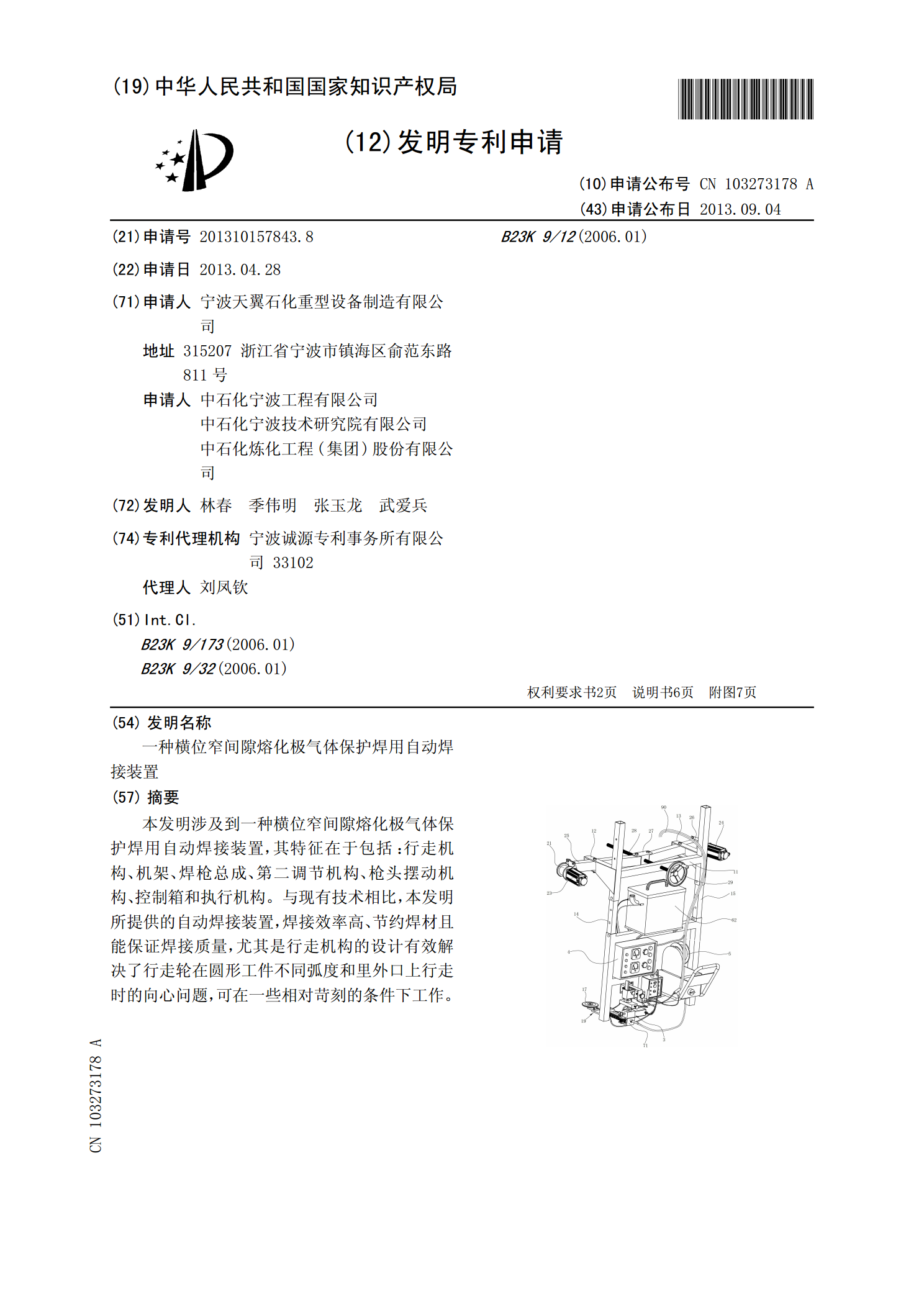
本发明涉及到一种横位窄间隙熔化极气体保护焊用自动焊接装置,其特征在于包括:行走机构、机架、焊枪总成、第二调节机构、枪头摆动机构、控制箱和执行机构。与现有技术相比,本发明所提供的自动焊接装置,焊接效率高、节约焊材且能保证焊接质量,尤其是行走机构的设计有效解决了行走轮在圆形工件不同弧度和里外口上行走时的向心问题,可在一些相对苛刻的条件下工作。

熔化极气体保护焊典型焊接缺陷.ppt
典型焊接缺陷形成原因及防止措施气体保护焊常见焊接缺陷及防止措施焊缝金属裂纹夹渣气孔咬边未熔合未焊透熔透过大蛇形焊道飞溅9、裂纹分冷裂纹和热裂纹,冷裂纹是在200℃以下较低温度形成,热裂纹是在结晶温度附近较高温度下形成。硫印裂纹为热裂纹,氢致裂纹为冷裂纹,收弧不良时产生火口热裂纹。冷裂纹形成原因与接头内的应力、材料含氢量、材料的硬化组织等有关。底层焊道的根部裂纹、热影响区的焊趾裂纹和焊道下裂纹是典型的冷裂纹。防止冷裂纹主要措施是降低母材坡口及焊丝带来的油、锈及气体中水分。焊接区的预热和保温可有效防止裂纹。裂

熔化极气体保护焊典型焊接缺陷.ppt
典型焊接缺陷形成原因及防止措施气体保护焊常见焊接缺陷及防止措施焊缝金属裂纹夹渣气孔咬边未熔合未焊透熔透过大蛇形焊道飞溅9、裂纹分冷裂纹和热裂纹,冷裂纹是在200℃以下较低温度形成,热裂纹是在结晶温度附近较高温度下形成。硫印裂纹为热裂纹,氢致裂纹为冷裂纹,收弧不良时产生火口热裂纹。冷裂纹形成原因与接头内的应力、材料含氢量、材料的硬化组织等有关。底层焊道的根部裂纹、热影响区的焊趾裂纹和焊道下裂纹是典型的冷裂纹。防止冷裂纹主要措施是降低母材坡口及焊丝带来的油、锈及气体中水分。焊接区的预热和保温可有效防止裂纹。裂