
不锈钢件的钝化方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

不锈钢件的钝化方法.docx
不锈钢件的钝化方法钝化是一种表面处理方法,通过在金属表面形成一层致密的氧化膜,来提高不锈钢件的耐腐蚀性能。钝化能够有效地防止不锈钢件被空气、水和酸性物质等腐蚀介质侵蚀,保持其长期美观和使用寿命。目前,常用的不锈钢件钝化方法包括酸洗钝化、电化学钝化和热处理钝化等。以下将详细介绍这几种钝化方法的原理和应用。1.酸洗钝化法酸洗钝化是一种常用的不锈钢件表面处理方法,它通过在酸性溶液中进行浸泡和搅拌,使不锈钢件表面发生净化和氧化反应,形成一层致密的氧化膜来提高耐腐蚀性能。酸洗钝化主要包括酸洗、漂洗、活化和钝化等几个

不锈钢钝化方法.doc
1.不锈钢酸洗钝化的必要性:奥氏体不锈钢具有良好的耐蚀性能,抗高温氧化性能,较好的低温性能及优良的机械与加上r生能。因此广泛用于化工、石油、动力、核工程、航天航空、海洋、医药、轻工、纺织等部门。其主要目的在于防腐防锈。不锈钢的耐腐蚀主要依靠表面钝化膜,如果膜不完整或有缺陷,不锈钢仍会被腐蚀。工程上通常进行酸洗钝化处理,使不锈钢的耐蚀潜力发挥得更大。在不锈钢设备与部件在成形、组装、焊接、焊缝检查(如探伤、耐压试验)及施工标记等过程中带来表面油污、铁锈、非金属脏物、低熔点金属污染物、油漆、焊渣与飞溅物等,这些

不锈钢酸洗钝化原理 [不锈钢酸洗钝化的方法与工艺].docx
不锈钢酸洗钝化原理[不锈钢酸洗钝化的方法与工艺]不锈钢酸洗钝化的方法与工艺1酸洗钝化处理方法比较不锈钢设备与零部件酸洗钝化处理根据操作不同育多种方法,其适用范围与特点见表1。表1不锈钢酸洗钝化方法比较2酸洗钝化处理配方举例2.1一般处理(1)酸洗药剂HNO36%~25%+HF0.5%~8%(体积分数);温度21℃~60℃;时间按需要;或药剂柠檬酸铵5%~10%(质量分数);温度49℃~71℃;时间10min~60min。(2)钝化药剂HNO320%~50%(体积分数);温度49~71℃;时间10min~3

不锈钢酸洗钝化方法.docx
不锈钢酸洗钝化方法不锈钢酸洗钝化方法引言:不锈钢是一种重要的金属材料,由于其良好的耐腐蚀性能和美观的外观,被广泛应用于工业和生活中。然而,不锈钢表面可能会被氧化或污染物影响,降低其耐腐蚀性能和美观性。为了保持不锈钢的性能和延长使用寿命,进行酸洗钝化处理是一种常见的方法。一、不锈钢酸洗钝化工艺1.表面清洁:首先,要对不锈钢表面进行彻底的清洁。使用适当的清洁剂,如碱性溶液或有机溶剂,可以去除油脂、污垢和灰尘等。2.酸洗处理:接下来,在清洁的不锈钢表面上进行酸洗处理。常用的酸洗剂包括硫酸、盐酸或氨酸等。酸洗过程
一种异形不锈钢件表面钝化膜去除方法.pdf
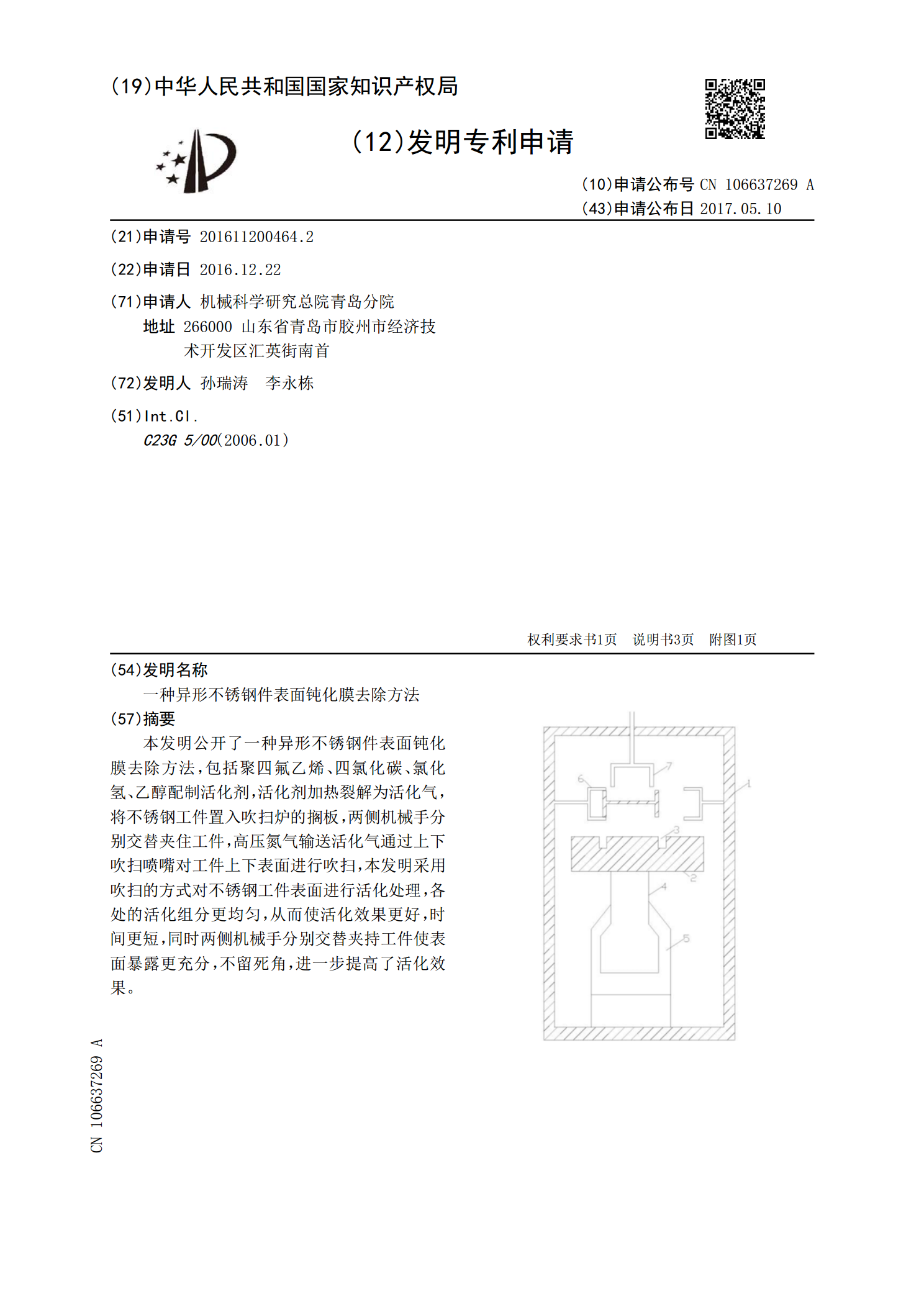
本发明公开了一种异形不锈钢件表面钝化膜去除方法,包括聚四氟乙烯、四氯化碳、氯化氢、乙醇配制活化剂,活化剂加热裂解为活化气,将不锈钢工件置入吹扫炉的搁板,两侧机械手分别交替夹住工件,高压氮气输送活化气通过上下吹扫喷嘴对工件上下表面进行吹扫,本发明采用吹扫的方式对不锈钢工件表面进行活化处理,各处的活化组分更均匀,从而使活化效果更好,时间更短,同时两侧机械手分别交替夹持工件使表面暴露更充分,不留死角,进一步提高了活化效果。