
一种异形不锈钢件表面钝化膜去除方法.pdf

明轩****la


1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异形不锈钢件表面钝化膜去除方法.pdf
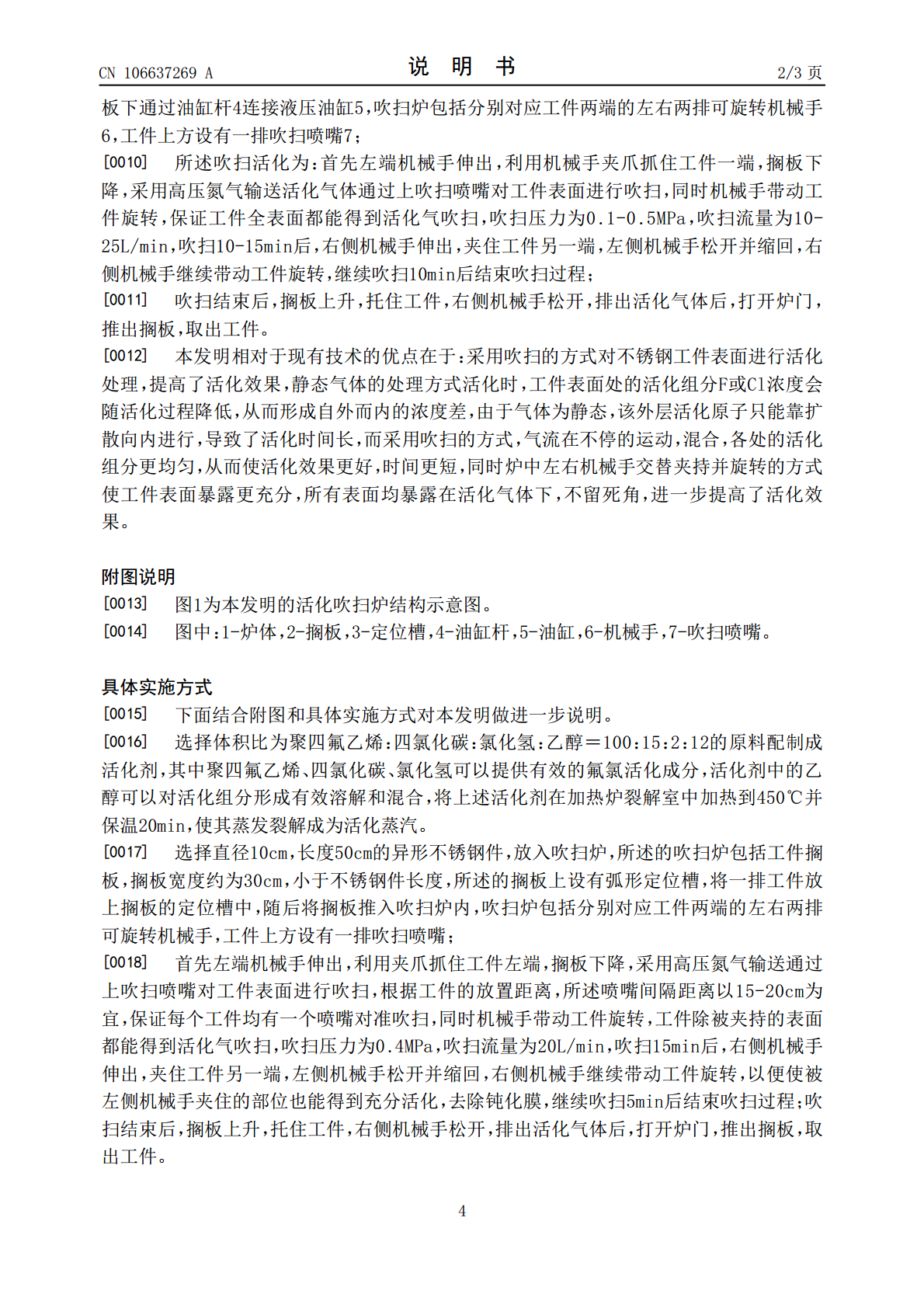
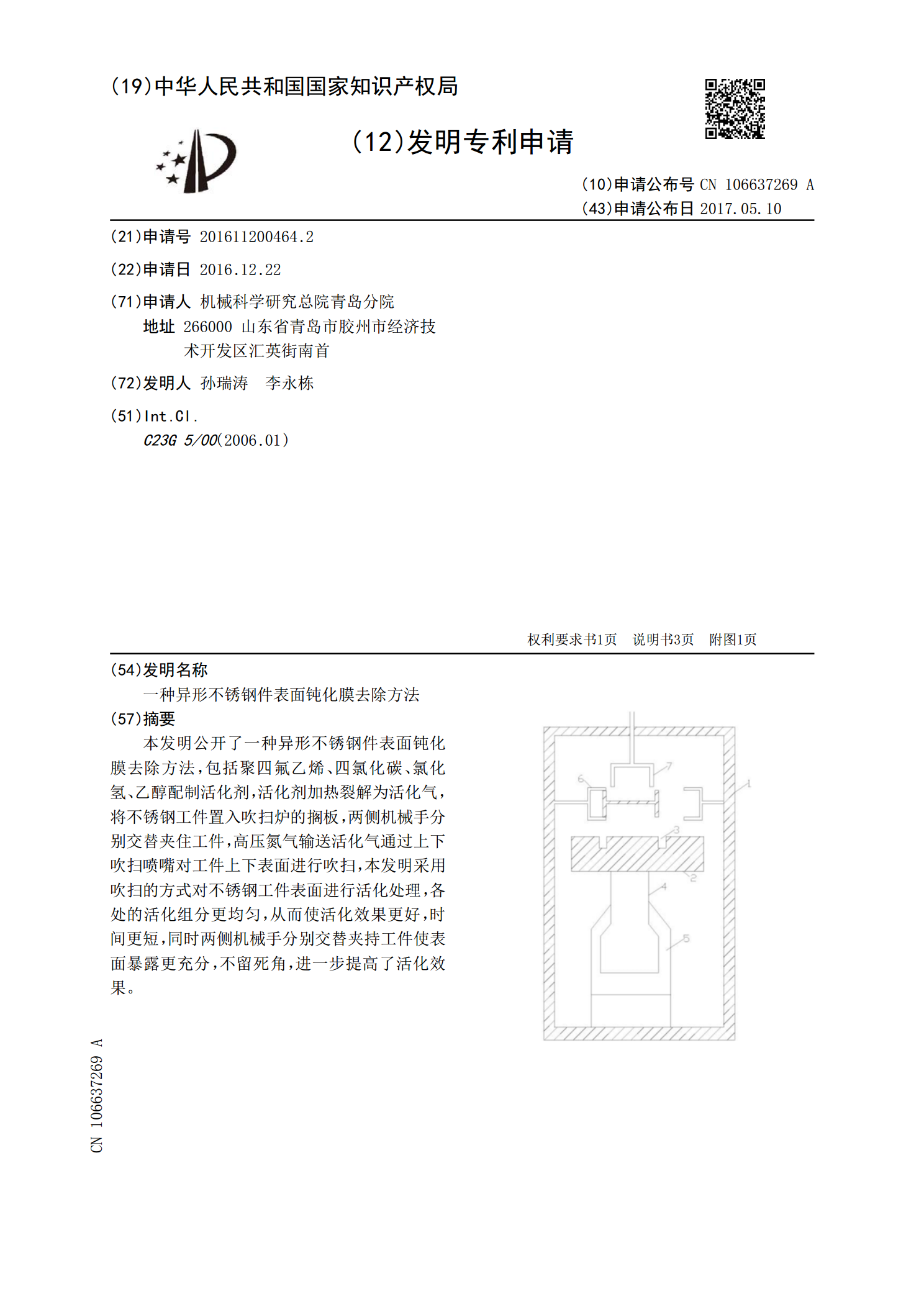
本发明公开了一种异形不锈钢件表面钝化膜去除方法,包括聚四氟乙烯、四氯化碳、氯化氢、乙醇配制活化剂,活化剂加热裂解为活化气,将不锈钢工件置入吹扫炉的搁板,两侧机械手分别交替夹住工件,高压氮气输送活化气通过上下吹扫喷嘴对工件上下表面进行吹扫,本发明采用吹扫的方式对不锈钢工件表面进行活化处理,各处的活化组分更均匀,从而使活化效果更好,时间更短,同时两侧机械手分别交替夹持工件使表面暴露更充分,不留死角,进一步提高了活化效果。
一种板状不锈钢件表面钝化膜去除方法.pdf
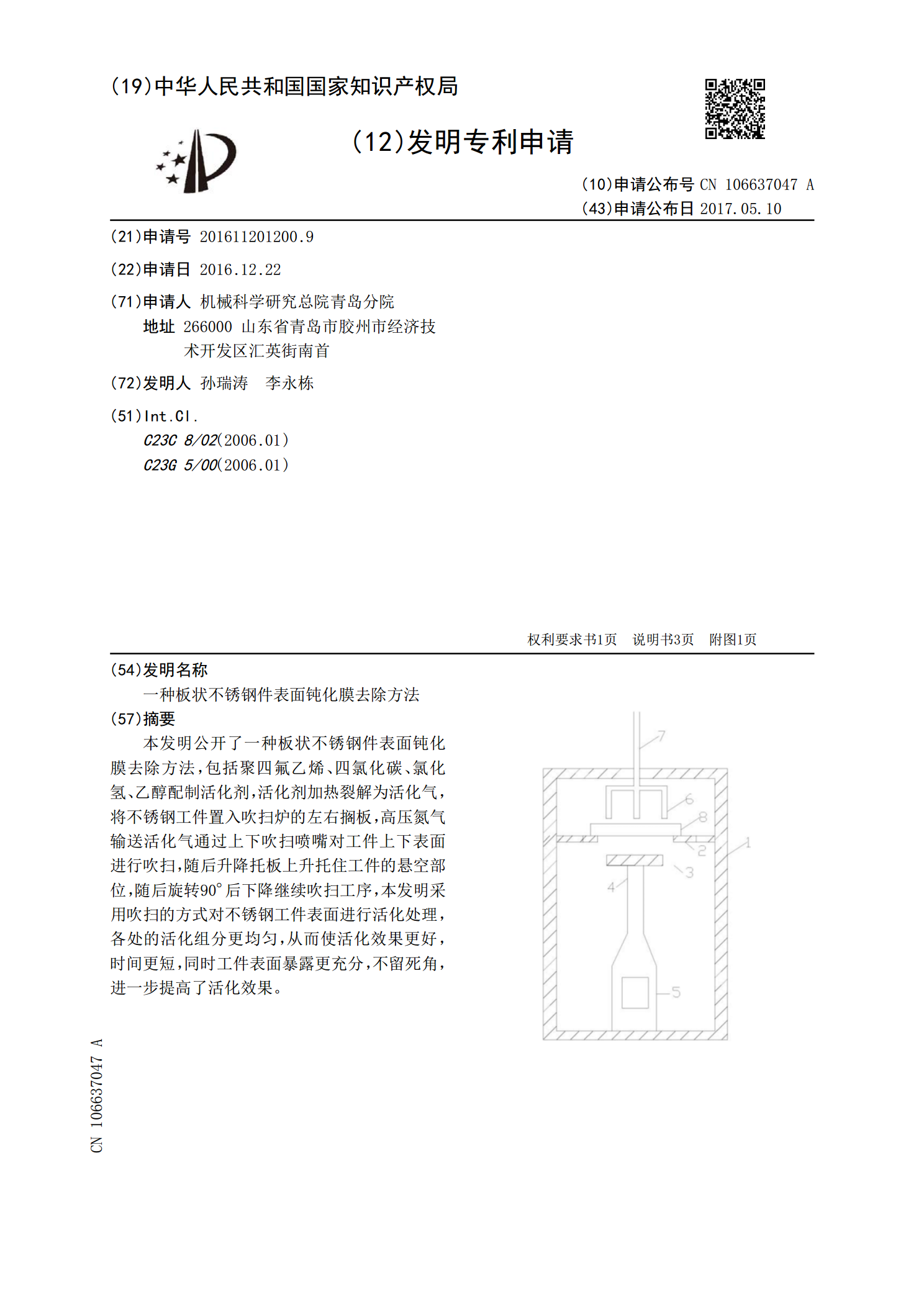
本发明公开了一种板状不锈钢件表面钝化膜去除方法,包括聚四氟乙烯、四氯化碳、氯化氢、乙醇配制活化剂,活化剂加热裂解为活化气,将不锈钢工件置入吹扫炉的左右搁板,高压氮气输送活化气通过上下吹扫喷嘴对工件上下表面进行吹扫,随后升降托板上升托住工件的悬空部位,随后旋转90°后下降继续吹扫工序,本发明采用吹扫的方式对不锈钢工件表面进行活化处理,各处的活化组分更均匀,从而使活化效果更好,时间更短,同时工件表面暴露更充分,不留死角,进一步提高了活化效果。
不锈钢材料渗氮去除表面钝化膜的装置及方法.pdf
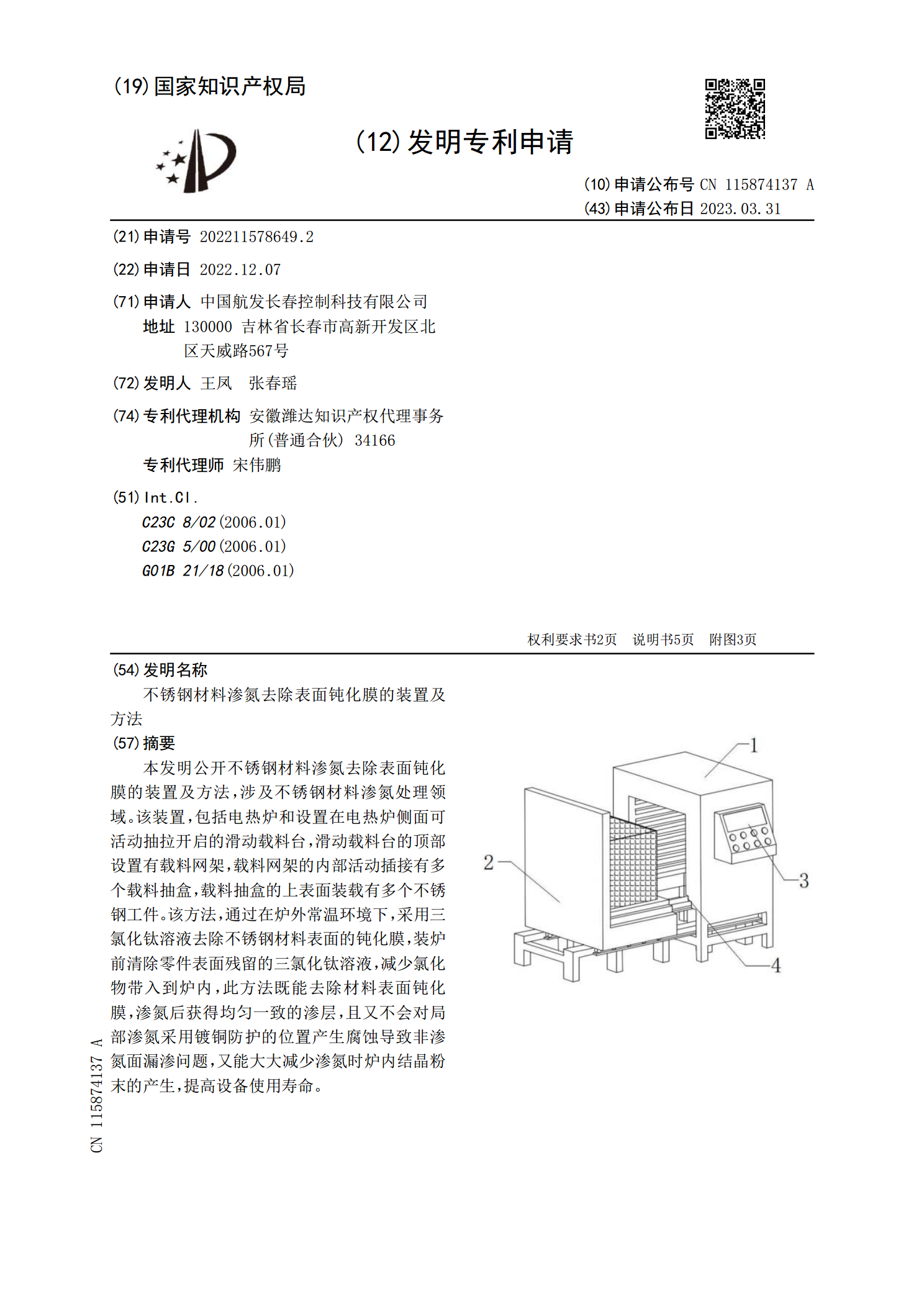
本发明公开不锈钢材料渗氮去除表面钝化膜的装置及方法,涉及不锈钢材料渗氮处理领域。该装置,包括电热炉和设置在电热炉侧面可活动抽拉开启的滑动载料台,滑动载料台的顶部设置有载料网架,载料网架的内部活动插接有多个载料抽盒,载料抽盒的上表面装载有多个不锈钢工件。该方法,通过在炉外常温环境下,采用三氯化钛溶液去除不锈钢材料表面的钝化膜,装炉前清除零件表面残留的三氯化钛溶液,减少氯化物带入到炉内,此方法既能去除材料表面钝化膜,渗氮后获得均匀一致的渗层,且又不会对局部渗氮采用镀铜防护的位置产生腐蚀导致非渗氮面漏渗问题,又

不锈钢的钝性和表面钝化膜工艺.docx
不锈钢的钝性和表面钝化膜工艺不锈钢的钝性和表面钝化膜工艺摘要:不锈钢是一种十分常用的金属材料,具有优异的耐腐蚀性能。其耐腐蚀性能主要归功于钝化膜的形成。本论文将详细介绍不锈钢的钝性机制和表面钝化膜工艺,探讨其相关的制备方法以及影响因素。针对不锈钢的钝化膜具有的特点进行分析,并对发展趋势进行展望。关键词:不锈钢、钝性、钝化膜、耐腐蚀性能、制备方法引言不锈钢是由铁、铬、镍等元素组成的合金材料,其具有高强度、耐腐蚀、耐高温等一系列优点,被广泛应用于工业制造、建筑等领域。其中,不锈钢的耐腐蚀性能是其最重要的特点之

不锈钢件的钝化方法.docx
不锈钢件的钝化方法钝化是一种表面处理方法,通过在金属表面形成一层致密的氧化膜,来提高不锈钢件的耐腐蚀性能。钝化能够有效地防止不锈钢件被空气、水和酸性物质等腐蚀介质侵蚀,保持其长期美观和使用寿命。目前,常用的不锈钢件钝化方法包括酸洗钝化、电化学钝化和热处理钝化等。以下将详细介绍这几种钝化方法的原理和应用。1.酸洗钝化法酸洗钝化是一种常用的不锈钢件表面处理方法,它通过在酸性溶液中进行浸泡和搅拌,使不锈钢件表面发生净化和氧化反应,形成一层致密的氧化膜来提高耐腐蚀性能。酸洗钝化主要包括酸洗、漂洗、活化和钝化等几个