
回流焊接知识.ppt

你的****书屋

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共64页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

回流焊接知识.docx
第五章回流焊接知识1.锡膏的回流过程当锡膏至于一个加热的环境中,锡膏回流分为五个阶段:首先,用于达到所需粘度和丝印性能的溶剂开始蒸发,温度上升必需慢(大约每秒3C),以限制沸腾和飞溅,防止形成小锡珠,还有,一些元件对内部应力比较敏感,如果元件外部温度上升太快,会造成断裂。助焊剂活跃,化学清洗行动开始,水溶性助焊剂和免洗型助焊剂都会发生同样的清洗行动,只不过温度稍微不同。将金属氧化物和某些污染从即将结合的金属和焊锡颗粒上清除。好的冶金学上的锡焊点要求“清洁”的表面。当温度继续上升,焊锡颗粒首先单独熔化,并开

回流焊接知识.doc
第五章回流焊接知识1.西膏的回流过程当锡膏至于一个加热的环境中锡膏回流分为五个阶段:1.首先用于达到所需粘度和丝印性能的溶剂开始蒸发温度上升必需慢(大约每秒3C)以限制沸腾和飞溅防止形成小锡珠还有一些元件对内部应力比较敏感如果元件外部温度上升太快会造成断裂。2.助焊剂活跃化学清洗行动开始水溶性助焊剂和免洗型助焊剂都会发生同样的清洗行动只不过温度稍微不同。将金属氧化物和某些污染从即将结合的金属和焊锡颗粒上清除。好的冶金学上的锡焊点要求“清洁”的表面。3.当温度继续上升焊锡颗粒首先单独熔

回流焊接知识.ppt
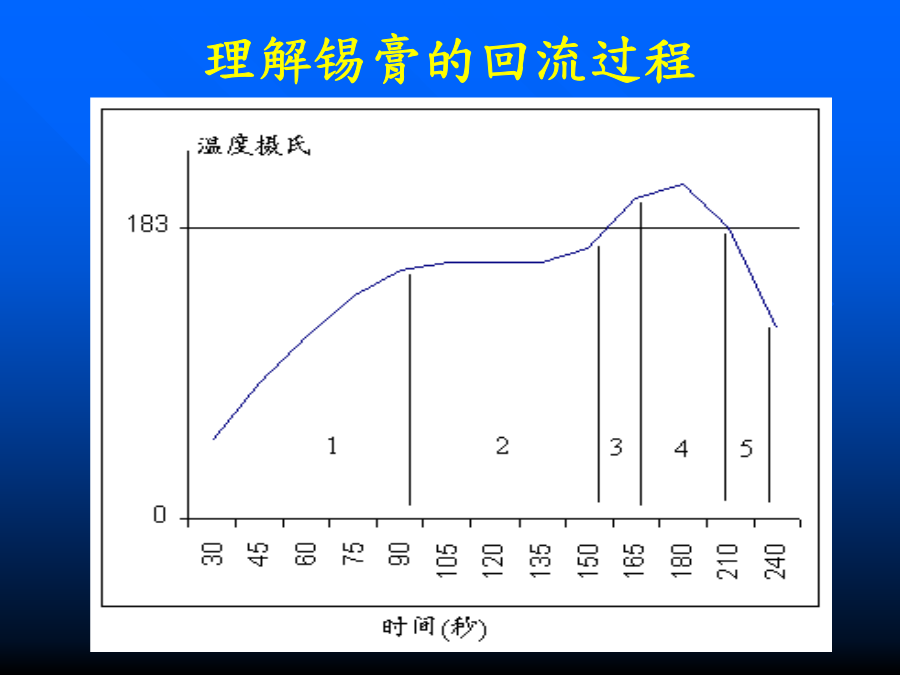
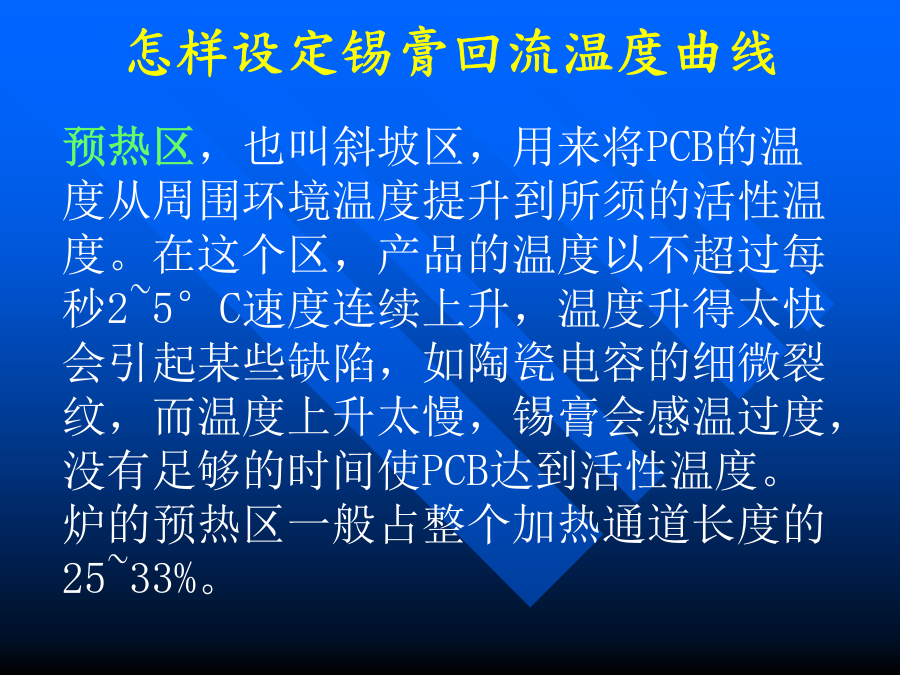
回流焊PCB溫度曲線講解目錄理解锡膏的回流过程这个阶段最为重要,当单个的焊锡颗粒全部熔化后,结合一起形成液态锡,这时表面张力作用开始形成焊脚表面,如果元件引脚与PCB焊盘的间隙超过4mil,则极可能由于表面张力使引脚和焊盘分开,即造成锡点开路。冷却阶段,如果冷却快,锡点强度会稍微大一点,但不可以太快而引起元件内部的温度应力。理解锡膏的回流过程重要的是有充分的缓慢加热来安全地蒸发溶剂,防止锡珠形成和限制由于温度膨胀引起的元件内部应力,造成断裂痕可靠性问题。其次,助焊剂活跃阶段必须有适当的时间和温度,允许清洁
【生产管理】回流焊接知识.doc
第五章回流焊接知识1.西膏的回流过程当锡膏至于一个加热的环境中锡膏回流分为五个阶段:1.首先用于达到所需粘度和丝印性能的溶剂开始蒸发温度上升必需慢(大约每秒3C)以限制沸腾和飞溅防止形成小锡珠还有一些元件对内部应力比较敏感如果元件外部温度上升太快会造成断裂。2.助焊剂活跃化学清洗行动开始水溶性助焊剂和免洗型助焊剂都会发生同样的清洗行动只不过温度稍微不同。将金属氧化物和某些污染从即将结合的金属和焊锡颗粒上清除。好的冶金学上的锡焊点要求“清洁”的表面。3.当温度继续上升焊锡颗粒首先单独熔
回流焊接系统.pdf
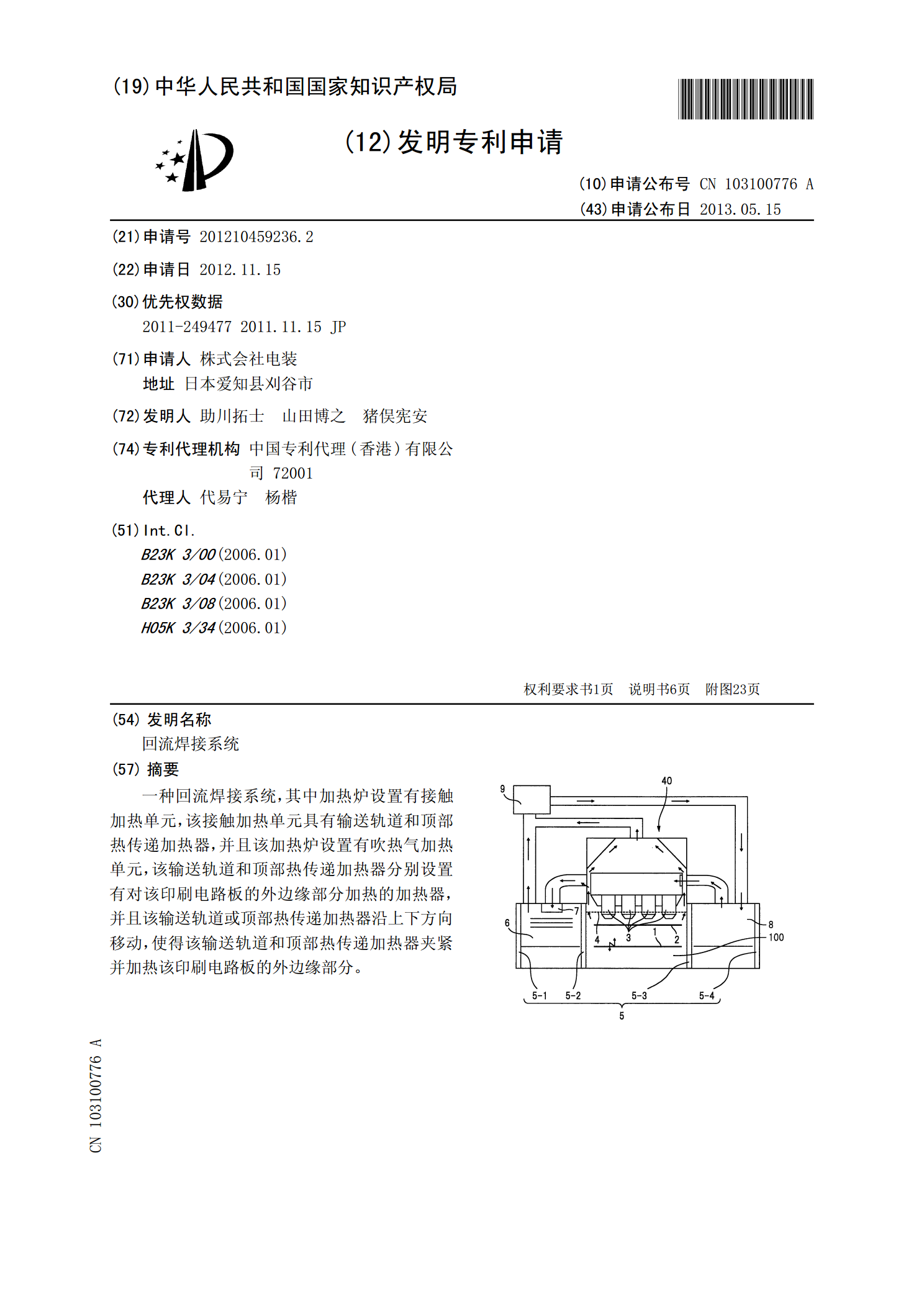
一种回流焊接系统,其中加热炉设置有接触加热单元,该接触加热单元具有输送轨道和顶部热传递加热器,并且该加热炉设置有吹热气加热单元,该输送轨道和顶部热传递加热器分别设置有对该印刷电路板的外边缘部分加热的加热器,并且该输送轨道或顶部热传递加热器沿上下方向移动,使得该输送轨道和顶部热传递加热器夹紧并加热该印刷电路板的外边缘部分。