
模具制造培训pppt课件.ppt

天马****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共79页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

模具制造培训pppt课件.ppt
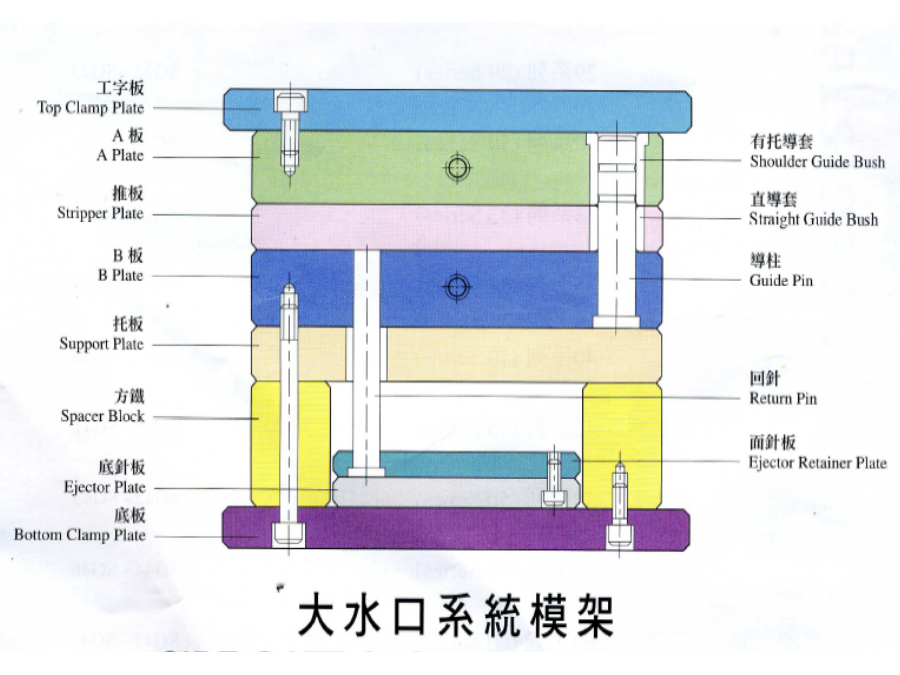
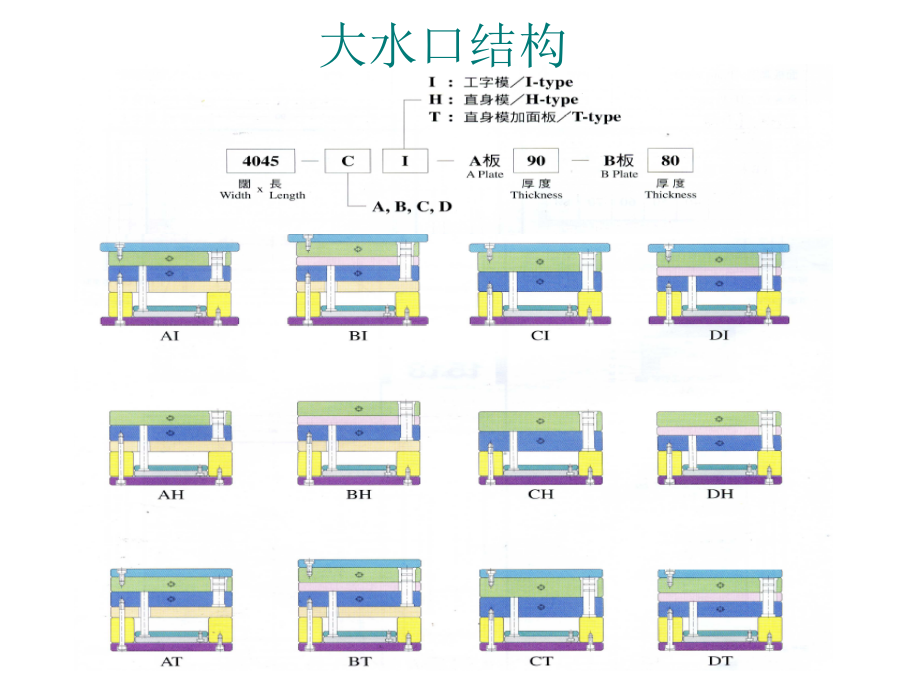
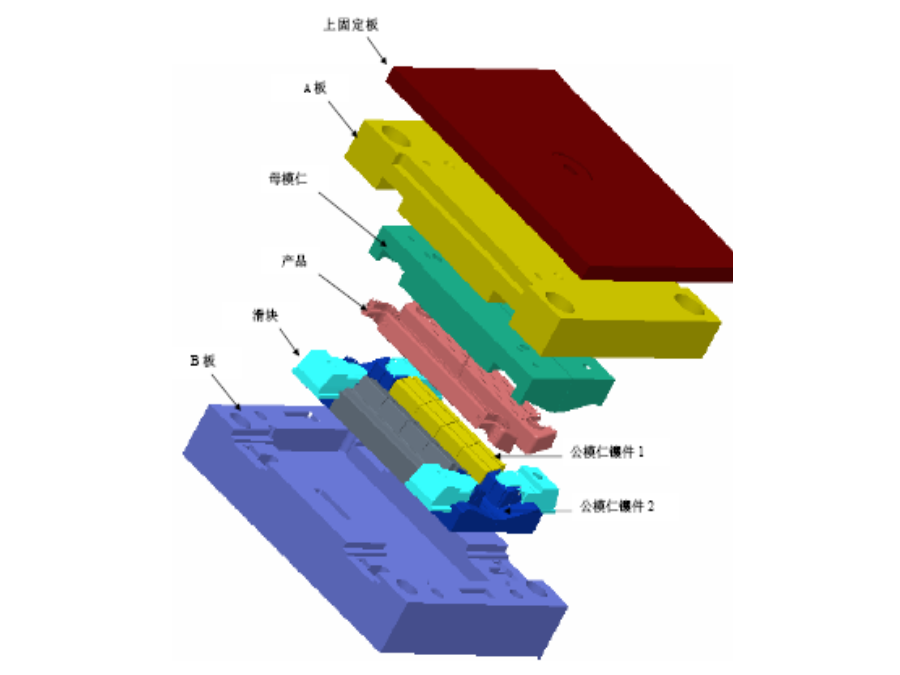
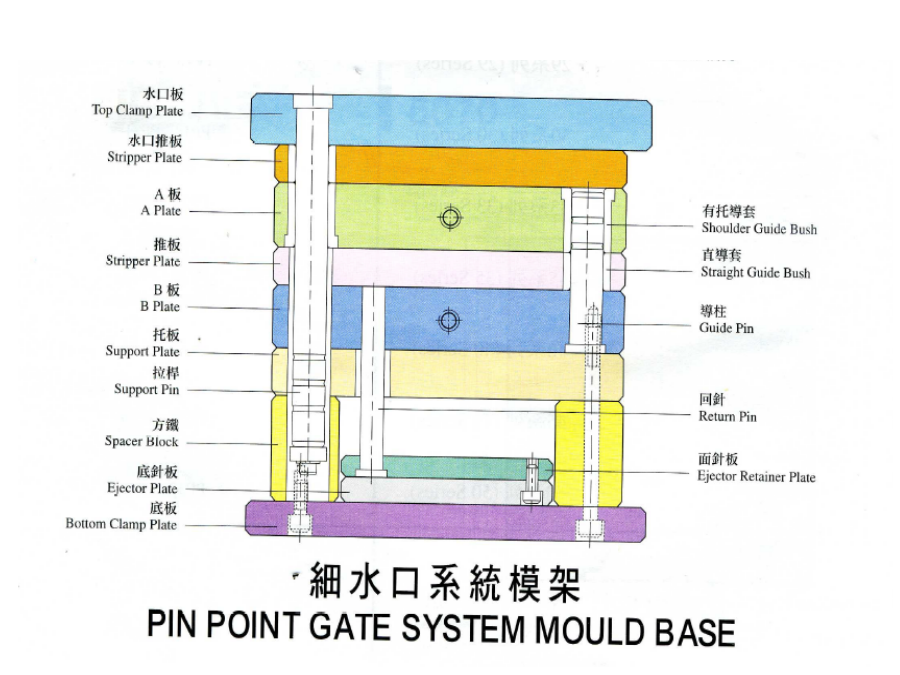
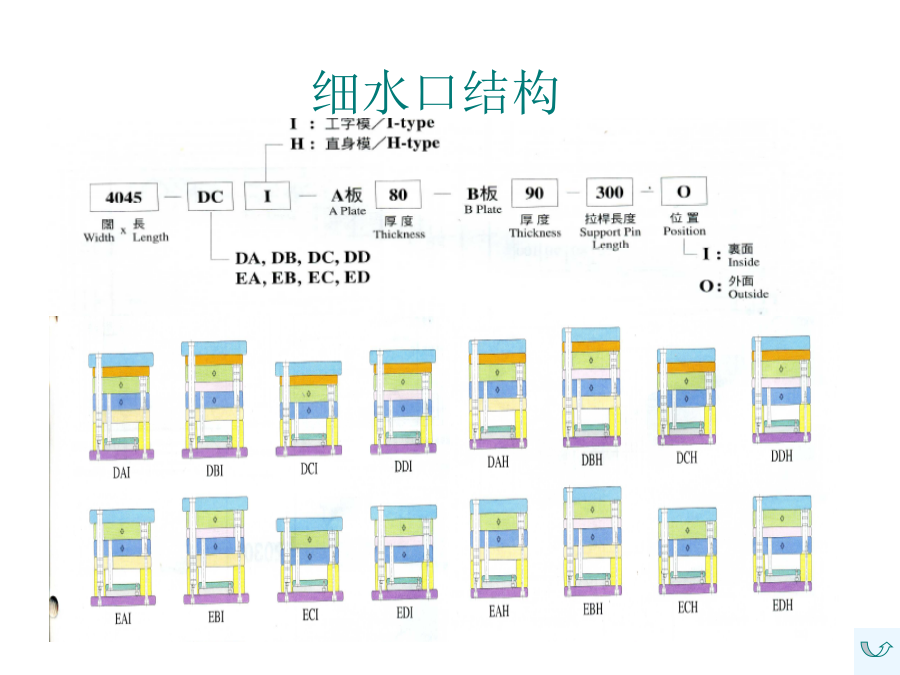
模具制造培训教材1、模具基本结构2、产品图和模具加工图审核3、产品材料与收缩率4、加工流程与工艺5、钳工加工6、模具合模与组装7、模具维修方案8、模具使用和保养9、量具使用和保养10、模具检验标准和方法11、摇臂钻床工作原理及操作12、合模机工作原理及操作13、行车工作原理及操作14、喷砂机工作原理及操作15、试水机工作原理及操作16、台切机工作原理及操作17、模具焊接工作原理及操作18、电火花加工技术基础19、线切割加工技术基础一、二板式(大水口)二、三板式(细水口)#5#6#9#102、产品图和模具加
模具制造工艺规程培训课件.pptx
模具制造(zhìzào)工艺第2章模具(mújù)制造工艺规程第2章模具制造(zhìzào)工艺规程第2章模具(mújù)制造工艺规程第2章模具制造(zhìzào)工艺规程第2章模具(mújù)制造工艺规程第2章模具制造工艺(gōngyì)规程第2章模具制造(zhìzào)工艺规程第2章模具制造工艺(gōngyì)规程第2章模具(mújù)制造工艺规程第2章模具(mújù)制造工艺规程第2章模具制造工艺(gōngyì)规程第2章模具制造工艺(gōngyì)规程第2章模具(mújù)制造工艺规程第2章模具制
模具制造工艺培训课件2.pptx
4.1.5型腔模电火花加工(jiāgōng)汽车(qìchē)轮毂压铸模2.工艺(gōngyì)方法及其选择单电极(diànjí)加工法4)多电极法电极需有定位基准,以保证重复定位精度(jīnɡdù)用于无平动头,因电极损耗不能保证工件尺寸精度(jīnɡdù)的情况下特点:多个电极,多次定位电源:各类均可5)分解电极法用于复杂型腔加工6)棒状电极数控加工多电极(diànjí)加工法第七页,。4.1.5.2型腔模电极(diànjí)设计与制造2.电极(diànjí)设计a)整体式;b)组合式;c)镶拼式第十

钣金模具成型及工艺讲解pppt课件.ppt
钣金模具成型及工艺讲解冲压:加工对象:主要金属板材一、冲压与冲模概念特别强调:冲压模具重要性冲模一种特殊工艺装备。冲模与冲压件有“一模一样”的关系。冲模没有通用性。冲模是冲压生产必不可少的工艺装备,决定着产品的质量、效益和新产品的开发能力。冲模的功能和作用、冲模设计与制造方法和手段,决定了冲模是技术密集、高附加值型产品。2.冲压成形加工特点冲压加工是制造业中最常用的一种材料成形加工方法。二、冲压工序的分类成形工序:1.冲模的分类2.冲模组成零件冲压产品生产流程:冲压模具设计与制造包括冲压工艺设计、模具设计

专利知识培训pppt课件.ppt
专利知识培训2专利基础知识例:只有四个螺钉可以申请专利吗?值得申请专利吗?看看LG怎么做的……4、什么样的方案可以授予专利权?(发明+实用新型)♣实用性实用性是指该发明或者实用新型能够在产业上制造或者使用,并且能够产生积极效果。例如:“永动机”4、什么样的方案可以授予专利权?(发明+实用新型)♣新颖性新颖性是指该发明或者实用新型不属于现有技术。例如:♣创造性创造性是指与现有技术相比,该发明具有突出的实质性特点和显著的进步,该实用新型具有实质性特点和进步。5、什么样的方案可以授予专利权?(外观设计)♣应当不