
小孔径球形孔泡沫铝的制备及泡沫铝焊接热问题研究.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

小孔径球形孔泡沫铝的制备及泡沫铝焊接热问题研究.docx
小孔径球形孔泡沫铝的制备及泡沫铝焊接热问题研究摘要:本文主要研究了小孔径球形孔泡沫铝的制备方法及焊接热问题,并对其进行了一系列性能测试和分析。首先,我们采用了聚乙烯球作为模板,通过物理法制备了小孔径球形孔泡沫铝,并采用SEM、EDS等手段对其结构和成分进行了表征分析。其次,我们通过热处理和碱处理等方法对泡沫铝进行了表面处理,使其表面活性增强,从而提高了泡沫铝的可焊性。最后,我们针对泡沫铝焊接热问题,提出了一些解决方案,例如采用TIG、MIG等方法进行焊接,并选择合适的焊接参数和焊接材料,以确保泡沫铝的结构

小孔径开孔泡沫铝的制备与功能特性研究.pptx
小孔径开孔泡沫铝的制备与功能特性研究目录添加章节标题研究背景与意义泡沫铝的发展概况小孔径开孔泡沫铝的研究现状研究目的与意义小孔径开孔泡沫铝的制备方法制备工艺流程实验材料与设备实验方法与步骤制备过程中的关键技术问题及解决方案小孔径开孔泡沫铝的结构与性能分析孔径分布与孔结构特征力学性能与增强机制热学性能与导热机制吸声性能与降噪机制小孔径开孔泡沫铝的应用前景与展望在轻质材料领域的应用前景在节能环保领域的应用前景在声学材料领域的应用前景未来发展方向与展望结论与建议研究结论对小孔径开孔泡沫铝制备与应用的建议对未来研
球形泡沫铝的制备方法.pdf
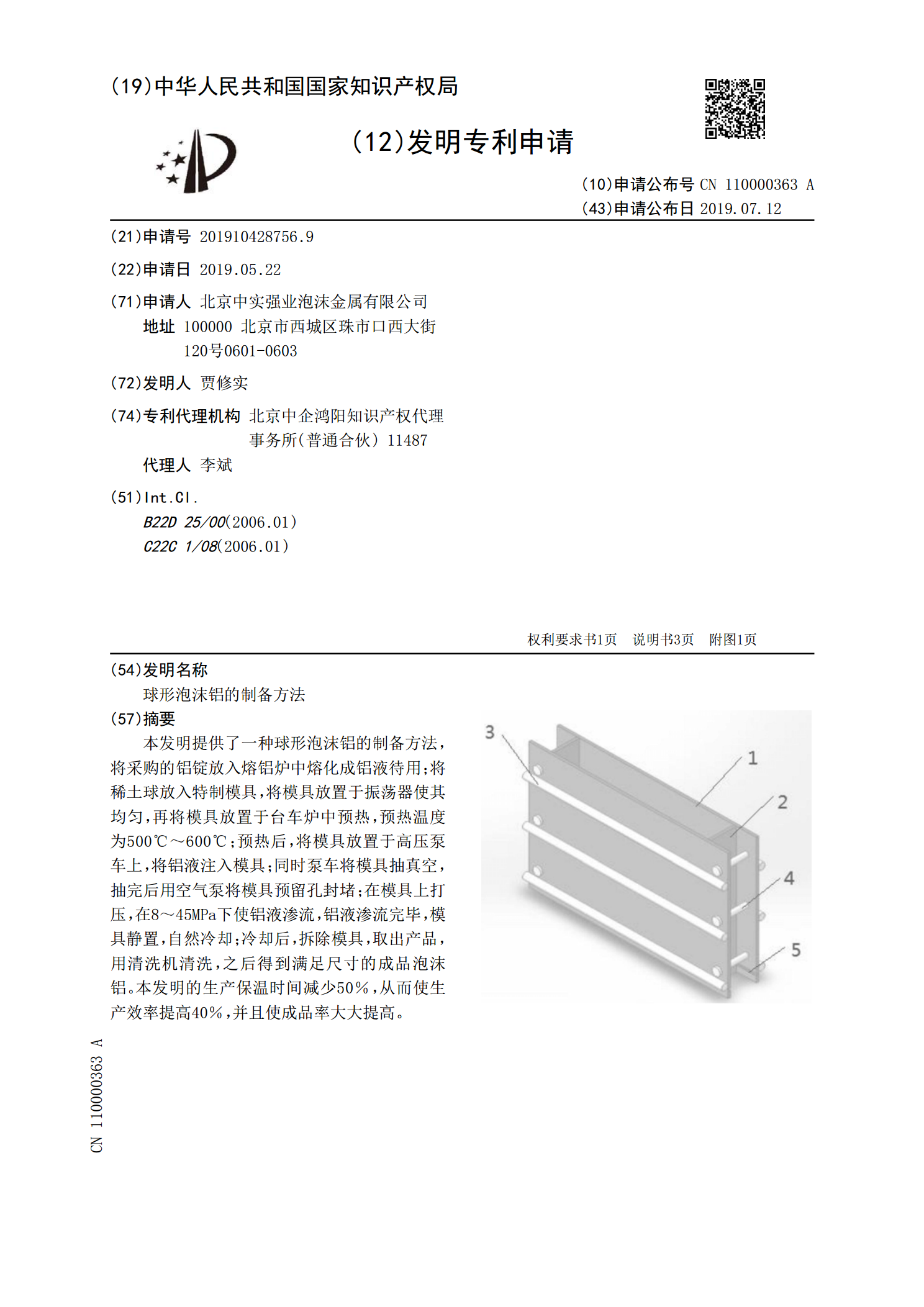
本发明提供了一种球形泡沫铝的制备方法,将采购的铝锭放入熔铝炉中熔化成铝液待用;将稀土球放入特制模具,将模具放置于振荡器使其均匀,再将模具放置于台车炉中预热,预热温度为500℃~600℃;预热后,将模具放置于高压泵车上,将铝液注入模具;同时泵车将模具抽真空,抽完后用空气泵将模具预留孔封堵;在模具上打压,在8~45MPa下使铝液渗流,铝液渗流完毕,模具静置,自然冷却;冷却后,拆除模具,取出产品,用清洗机清洗,之后得到满足尺寸的成品泡沫铝。本发明的生产保温时间减少50%,从而使生产效率提高40%,并且使成品率大
复合型球形孔泡沫铝的制备及吸收性能研究.pptx
汇报人:CONTENTSPARTONEPARTTWO制备原理实验材料与设备制备流程实验条件与控制PARTTHREE孔结构与形貌物理性能化学性能力学性能PARTFOUR吸声性能研究吸能性能研究吸波性能研究吸收性能的优化与改进PARTFIVE在建筑领域的应用前景在航空航天领域的应用前景在交通运输领域的应用前景未来发展方向与展望汇报人:

复合型球形孔泡沫铝的制备及吸收性能研究.docx
复合型球形孔泡沫铝的制备及吸收性能研究复合型球形孔泡沫铝的制备及吸收性能研究摘要:本文介绍了一种新型的复合型球形孔泡沫铝的制备方法,通过化学反应在孔道壁上生长钛氧化物纳米颗粒,提高了泡沫铝表面的光吸收能力和热稳定性,同时通过热处理和压缩得到了复合型球形孔泡沫铝的试样,并对其微观结构和吸收性能进行了研究。实验结果表明,复合型球形孔泡沫铝的吸收能力显著提高,可应用于电磁波屏蔽和吸声材料等领域。关键词:孔泡沫铝;复合型;球形;制备;吸收性能1.引言孔泡沫铝是由多重突起呈偏球形的三维泡沫组成的多孔材料,具有高的机