
数控铣床固定循环-PPT.ppt

lj****88


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控铣床固定循环-PPT.ppt
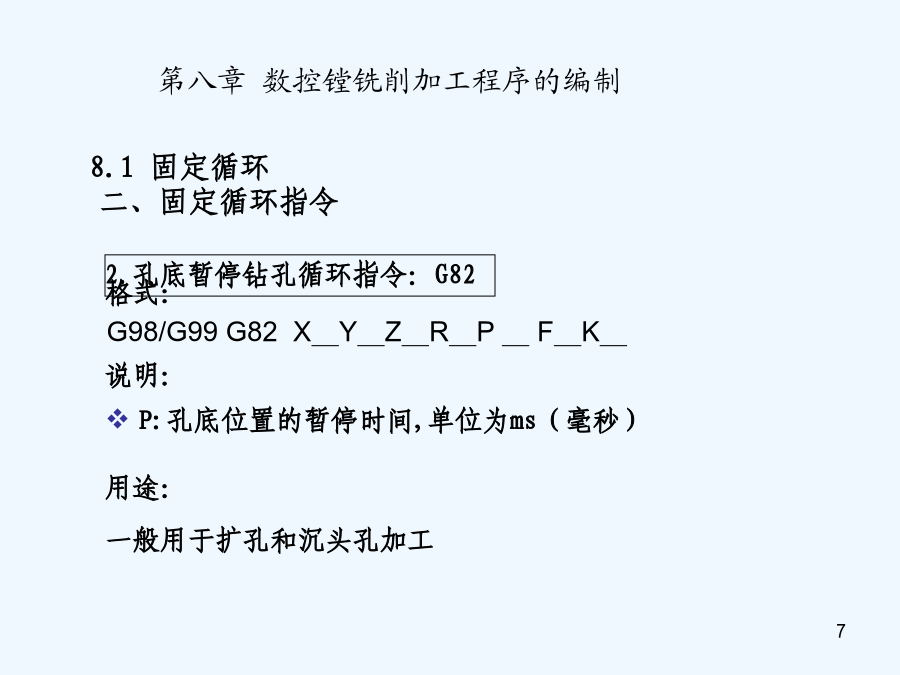
孔加工的固定循环8.1固定循环38.1固定循环8.1固定循环8.1固定循环8.1固定循环大家应该也有点累了,稍作休息8.1固定循环8.1固定循环2.1FANUC-0i系统G代码在数控镗铣削中的应用例:加工4个直径为30mm通孔G54M03S600G90G00X0.Y0.Z100.G99G73X120.Y-75.Z-46.R2.Q8.F60Y75.X-120.G98Y-75.G80G00Z200M30.攻左旋螺纹循环指令C74攻右旋螺纹循环指令C84G85:镗孔循环G98(G99)G85X_Y_Z_R_P_

数控铣床固定循环.ppt
孔加工的固定循环8.1固定循环8.1固定循环8.1固定循环8.1固定循环8.1固定循环8.1固定循环8.1固定循环2.1FANUC-0i系统G代码在数控镗铣削中的应用例:加工4个直径为30mm通孔G54M03S600G90G00X0.Y0.Z100.G99G73X120.Y-75.Z-46.R2.Q8.F60Y75.X-120.G98Y-75.G80G00Z200M30.攻左旋螺纹循环指令C74攻右旋螺纹循环指令C84G85:镗孔循环G98(G99)G85X_Y_Z_R_P_F_k_功能:该指令主要用于精

Fanuc系统数控铣床常用固定循环祥解.doc
Fanuc系统数控铣床常用固定循环祥解高速啄式深孔钻循环(G73)指令格式:G73X---Y---Z---R---Q---P---F---K---加工方式:进给孔底快速退刀攻左牙循环(G74)指令格式:G74X---Y---Z---R---Q---P---F---K---加工方式:进给孔底主轴暂停正转快速退刀精镗孔循环(G76)指令格式:G76X---Y---Z---R---Q---P---F---K---加工方式:进给孔底主轴定位停止快速退刀钻空循环,点钻空循环(G81)指令格式:G81X---Y---

Fanuc系统数控铣床常用固定循环祥解.doc
Fanuc系统数控铣床常用固定循环祥解高速啄式深孔钻循环(G73)指令格式:G73X---Y---Z---R---Q---P---F---K---加工方式:进给孔底快速退刀攻左牙循环(G74)指令格式:G74X---Y---Z---R---Q---P---F---K---加工方式:进给孔底主轴暂停正转快速退刀精镗孔循环(G76)指令格式:G76X---Y---Z---R---Q---P---F---K---加工方式:进给孔底主轴定位停止快速退刀钻空循环,点钻空循环(G81)指令格式:G81X---Y---

数控加工中心固定循环指令介绍ppt.ppt
2.1.12固定循环2.1FANUC-0i系统G代码在数控镗铣削中的应用2.1FANUC-0i系统G代码在数控镗铣削中的应用2.1FANUC-0i系统G代码在数控镗铣削中的应用2.1FANUC-0i系统G代码在数控镗铣削中的应用2.1FANUC-0i系统G代码在数控镗铣削中的应用2.1FANUC-0i系统G代码在数控镗铣削中的应用2.1FANUC-0i系统G代码在数控镗铣削中的应用2.1FANUC-0i系统G代码在数控镗铣削中的应用2.1FANUC-0i系统G代码在数控镗铣削中的应用2.1.12固定循环2