
内浮顶储罐施工方案.doc

天马****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

内浮顶储罐施工方案.docx
上海孚宝港务有限公司储罐区及码头上部设施工程内浮顶储罐施工方案中国化学工程第六建设公司二○○三年四月十七日目录1编制说明2编制依据3施工方法及技术措施3.1施工程序3.2预制加工3.3组装焊接3.4罐体检验及试验3.5罐体防腐施工4劳动力计划5工机具使用计划6施工手段用料计划7质量控制措施8安全及文明施工1编制说明上海孚宝港务有限公司储罐区共有内浮顶罐13台,其最大容积为5600m3。罐体为普通C·S钢板材料,单台最大重量193.6吨,全部采用现场制造,各浮顶罐特性见下表。序号罐编号物料容积(m3)罐型材

内浮顶储罐施工方案.doc
上海孚宝港务有限公司储罐区及码头上部设施工程内浮顶储罐施工方案中国化学工程第六建设公司二○○三年四月十七日目录1编制说明2编制依据3施工方法及技术措施3。1施工程序3。2预制加工3.3组装焊接3.4罐体检验及试验3.5罐体防腐施工4劳动力计划5工机具使用计划6施工手段用料计划7质量控制措施8安全及文明施工1编制说明上海孚宝港务有限公司储罐区共有内浮顶罐13台,其最大容积为5600m3。罐体为普通C·S钢板材料,单台最大重量193.6吨,全部采用现场制造,各浮顶罐特性见下表。序号罐编号物料容积(m3)罐型材

内浮顶储罐施工方案【完整版】.doc
内浮顶储罐施工方案【完整版】上海孚宝港务储罐区及码头上部设施工程内浮顶储罐施工方案中国化学工程第六建设公司二○○三年四月十七日目录1编制说明2编制依据3施工方法及技术措施3.1施工程序3.2预制加工3。3组装焊接3。4罐体检验及试验3。5罐体防腐施工4劳动力计划5工机具使用计划6施工手段用料计划7质量控制措施8安全及文明施工目录1编制说明2编制依据3施工方法及技术措施3.1施工程序3.2预制加工3。3组装焊接3。4罐体检验及试验3。5罐体防腐施工4劳动力计划5工机具使用计划6施工手段用料计划7质量控制措施
内浮顶储罐的罐体设计.pdf
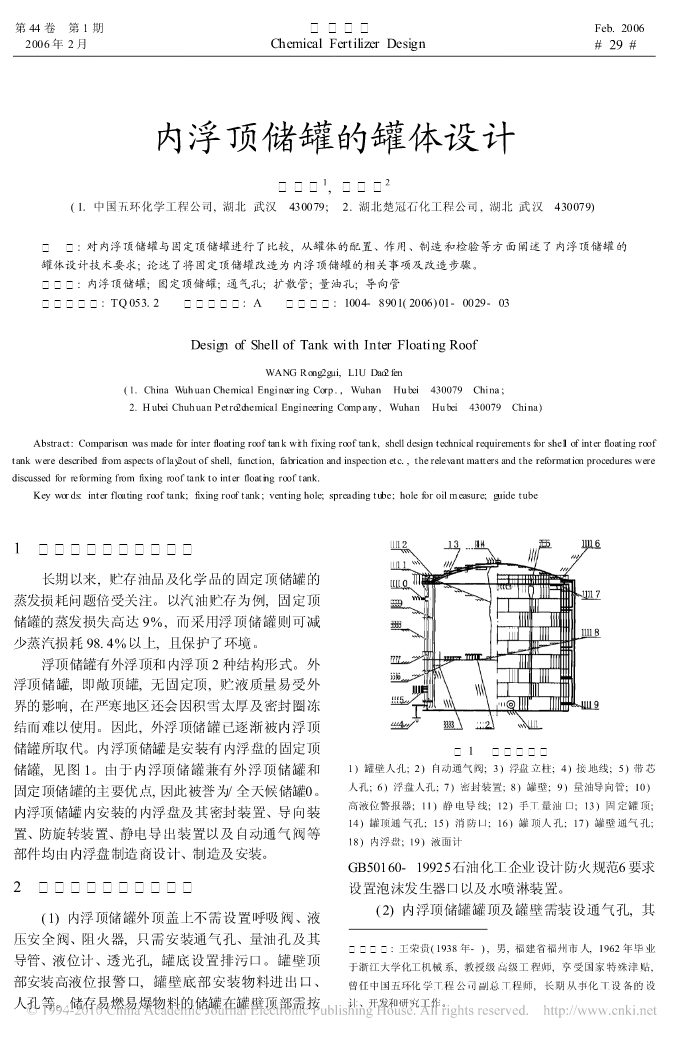
第44卷第1期化肥设计Feb.20062006年2月ChemicalFertilizerDesign#29#内浮顶储罐的罐体设计王荣贵1,刘道芬2(1.中国五环化学工程公司,湖北武汉430079;2.湖北楚冠石化工程公司,湖北武汉430079)摘要:对内浮顶储罐与固定顶储罐进行了比较,从罐体的配置、作用、制造和检验等方面阐述了内浮顶储罐的罐体设计技术要求;论述了将固定顶储罐改造为内浮顶储罐的相关事项及改造步骤。关键词:内浮顶储罐;固定顶储罐;通气孔;扩散管;量油孔;导向管中图分类号:TQ053.2文献标识

内浮顶储罐的应用及维护.docx
内浮顶储罐的应用及维护内浮顶储罐的应用及维护介绍内浮顶储罐是一种常用的液体储存设备,主要由罐体、浮顶和支撑系统等组成。浮顶下降与上升主要由存储液位的变化引起,可以确保储罐内液体不受污染。该设备广泛应用于石油、化工、医药、食品等行业。应用内浮顶储罐的应用范围很广泛,主要用于储存液态石油、化学药品、农药、食品、化工等物质。其优点在于能够防止液体外泄,减少对环境与人体的危害。特别是在石油行业,内浮顶储罐相当于石油储存的主要设备,用于存储原油、汽油、柴油等石油产品。在工业过程中,石油产品需要不断地储存与运输,而使