
减速机知识及维修PPT课件.ppt

ca****ng

1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

减速机知识及维修PPT课件.ppt
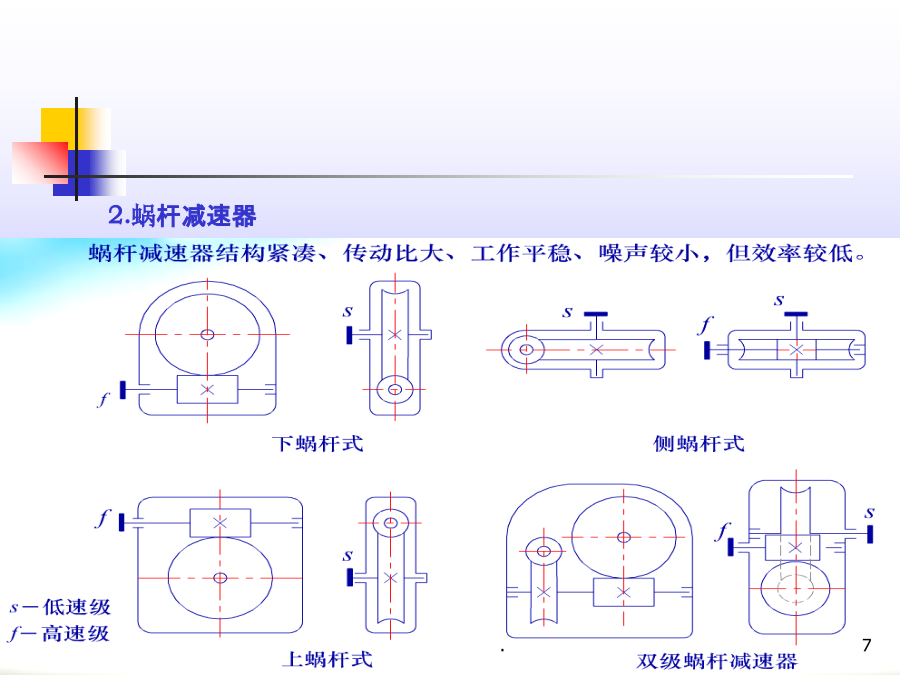
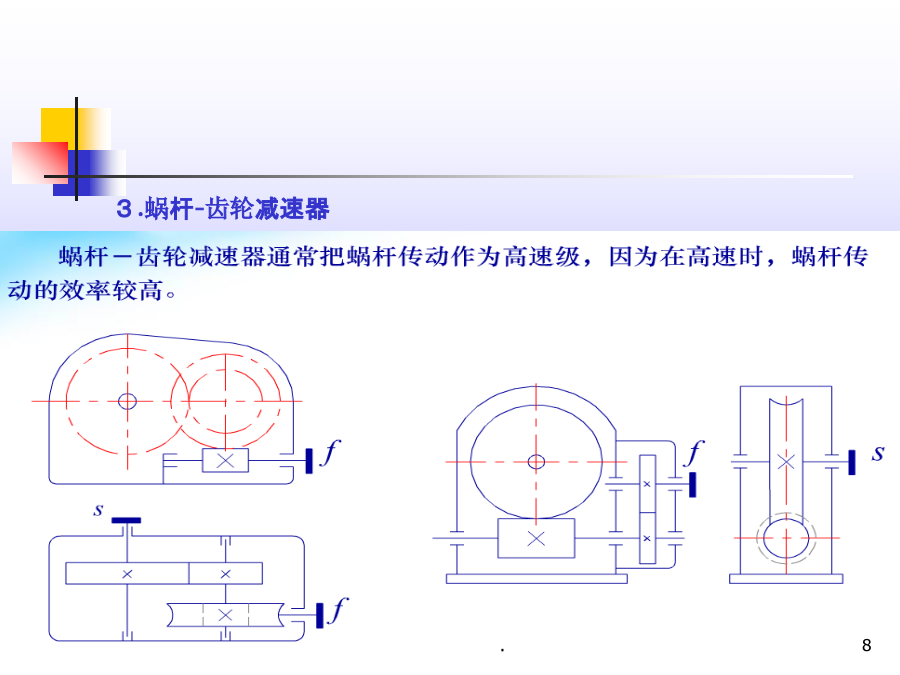
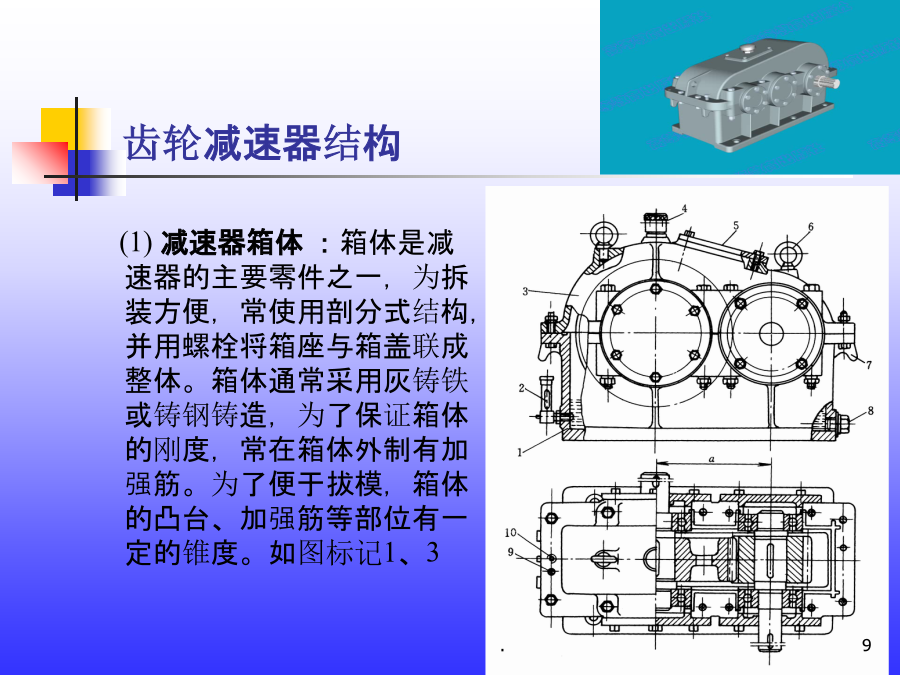
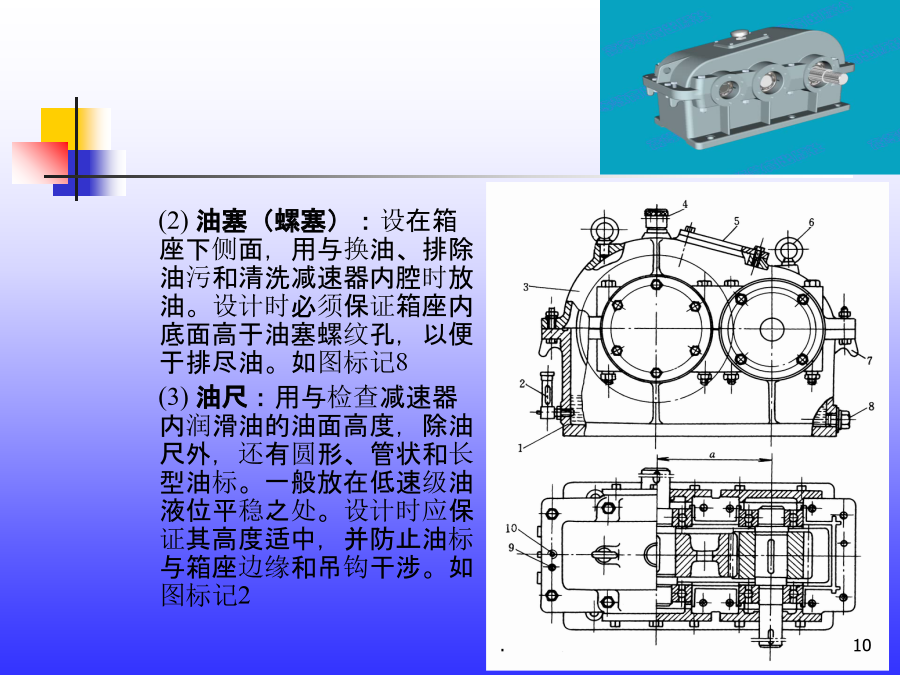
减速机知识及维修减速机减速器分类:常见减速器的主要类型、特点及应用562.蜗杆减速器3.蜗杆-齿轮减速器齿轮减速器结构(2)油塞(螺塞):设在箱座下侧面,用与换油、排除油污和清洗减速器内腔时放油。设计时必须保证箱座内底面高于油塞螺纹孔,以便于排尽油。如图标记8(3)油尺:用与检查减速器内润滑油的油面高度,除油尺外,还有圆形、管状和长型油标。一般放在低速级油液位平稳之处。设计时应保证其高度适中,并防止油标与箱座边缘和吊钩干涉。如图标记2(4)窥视孔:设在箱盖顶部,用来观察、检查齿轮的啮合和润滑情况,润滑油也

减速机知识及维修.doc
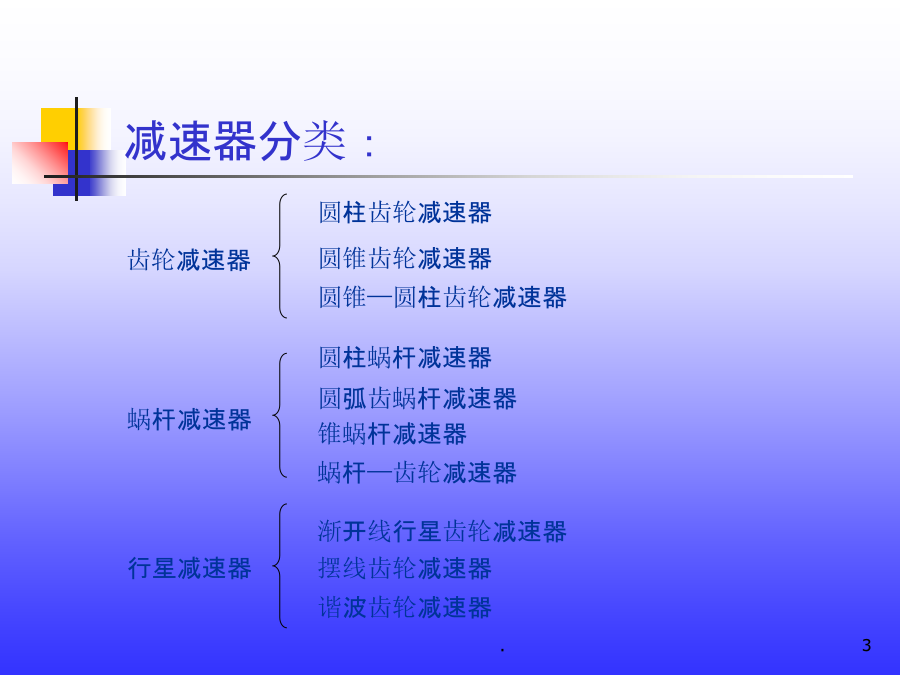
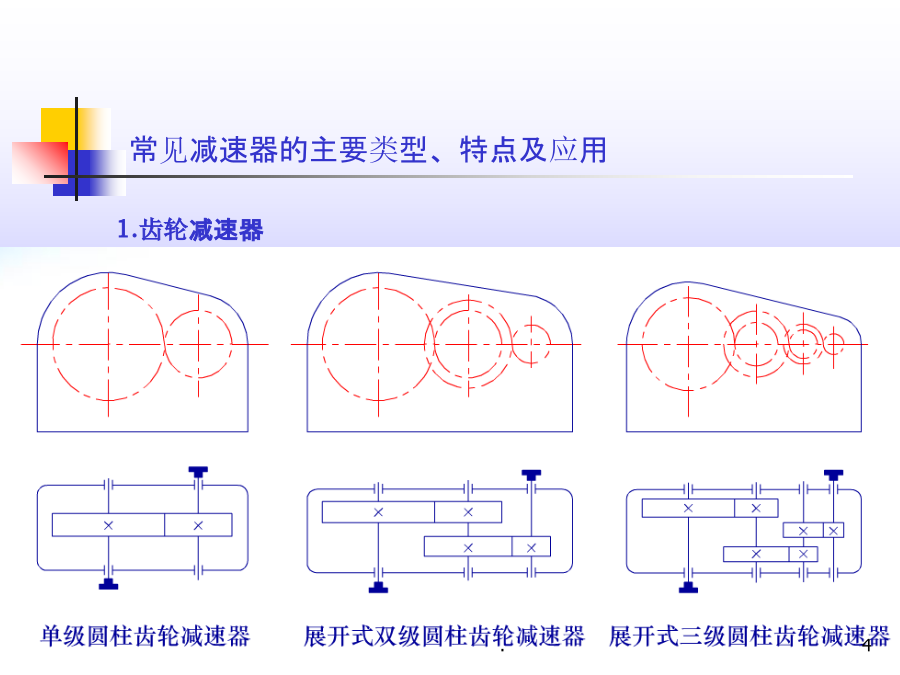
减速机知识及维修减速机减速机:一种由封闭在刚性壳体内的齿轮传动、蜗杆传动、齿轮-蜗杆传动所组成的独立部件,常用作原动件与工作机之间的减速传动装置减速器分类:圆柱齿轮减速器齿轮减速器圆锥齿轮减速器圆锥—圆柱齿轮减速器圆柱蜗杆减速器蜗杆减速器圆弧齿蜗杆减速器锥蜗杆减速器蜗杆—齿轮减速器行星减速器渐开线行星齿轮减速器摆线齿轮减速器谐波齿轮减速器常见减速器的主要类型、特点及应用1.齿轮减速器1.齿轮减速器2.蜗杆减速器2.蜗杆减速器3.蜗杆-齿轮减速器蜗杆-齿轮减速器结构(1)减速器箱体:箱体是减速器的主要零件之

减速机知识及维修.docx
减速机知识及维修一、内容描述本文旨在全面介绍减速机的基本知识以及维修技术,内容涵盖了减速机的基本原理、类型、应用领域、性能特点以及维修流程和注意事项。文章首先简要概述减速机的基本概念和工作原理,帮助读者对减速机有一个初步的了解。详细描述了减速机的多种类型,包括齿轮减速机、蜗轮蜗杆减速机、行星减速机等,并分析其特点和使用场景。文章还介绍了减速机的性能特点,如传动效率、承载能力等,使读者对其性能参数有更深入的理解。在维修方面,文章详细介绍了减速机的常见故障及其原因,如齿轮磨损、轴承故障、润滑油泄漏等,并详细阐
减速机ppt课件.ppt
减速机基本知识及维护方法减速机减速器分类:常见减速器的主要类型、特点及应用5齿轮减速器结构(2)油塞(螺塞):设在箱座下侧面,用与换油、排除油污和清洗减速器内腔时放油。设计时必须保证箱座内底面高于油塞螺纹孔,以便于排尽油。如图标记8(3)油尺:用与检查减速器内润滑油的油面高度,除油尺外,还有圆形、管状和长型油标。一般放在低速级油液位平稳之处。设计时应保证其高度适中,并防止油标与箱座边缘和吊钩干涉。如图标记2(4)窥视孔:设在箱盖顶部,用来观察、检查齿轮的啮合和润滑情况,润滑油也由此孔注入,其大小视减速大小
减速机基础知识培训ppt课件.ppt
减速机基础知识培训一、基本简介二、使用分类常见减速机结构二级圆柱齿轮减速机(展开式)二级圆柱齿轮减速机(同轴式)蜗轮蜗杆减速机行星齿轮减速机三、结构特点通常减速机有上箱体、下箱体、端盖、轴、齿轮以及附件等组成。挡油圈轴承是利用齿轮旋转时溅起的稀油,进行润滑。箱座中油池的润滑油,被旋转的齿轮溅起飞溅到箱盖的内壁上,沿内壁流到分箱面坡口后,通过导油槽流入轴承。当浸油齿轮圆周速度υ≤2m/s时,应采用润滑脂润滑轴承,为避免可能溅起的稀油冲掉润滑脂,可采用挡油环将其分开。为防止润滑油流失和外界灰尘进入箱内,在轴承