
基于图像处理的焊缝跟踪检测方法研究.docx

骑着****猪猪


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于图像处理的焊缝跟踪检测方法研究.docx
基于图像处理的焊缝跟踪检测方法研究摘要:本文提出了一种基于图像处理的焊缝跟踪检测方法。该方法采用了基于边缘检测的算法,从图像中提取出焊缝的特征,并利用形态学运算对焊缝进行精细化处理,最终实现了焊缝的自动检测跟踪。通过实验验证,该方法具有较高的检测精度和鲁棒性,并能够在不同环境下实现稳定的焊缝跟踪。关键词:图像处理,焊缝跟踪,边缘检测,形态学运算,检测精度,鲁棒性1.引言焊接是工业生产中广泛采用的一种连接方法,其质量直接影响着工件的使用寿命和安全性能。焊接质量的好坏主要取决于焊接工艺和焊接操作的精度。而焊接

基于OpenCV焊缝视觉跟踪图像处理的研究.docx
基于OpenCV焊缝视觉跟踪图像处理的研究基于OpenCV焊缝视觉跟踪图像处理的研究摘要:随着焊接技术的发展,焊接质量的要求也越来越高。视觉跟踪图像处理技术在焊接过程中的应用具有重要意义。本文提出了一种基于OpenCV的焊缝视觉跟踪图像处理方法,通过实验验证了该方法的可行性和有效性。实验结果表明,该方法能够精确跟踪焊缝位置并实时调整焊接参数,从而提高焊接质量和效率。关键词:OpenCV;焊缝;视觉跟踪;图像处理1.引言焊接是一种常见的金属连接方式,广泛应用于制造业和建筑业。焊接质量对于产品的可靠性和使用寿
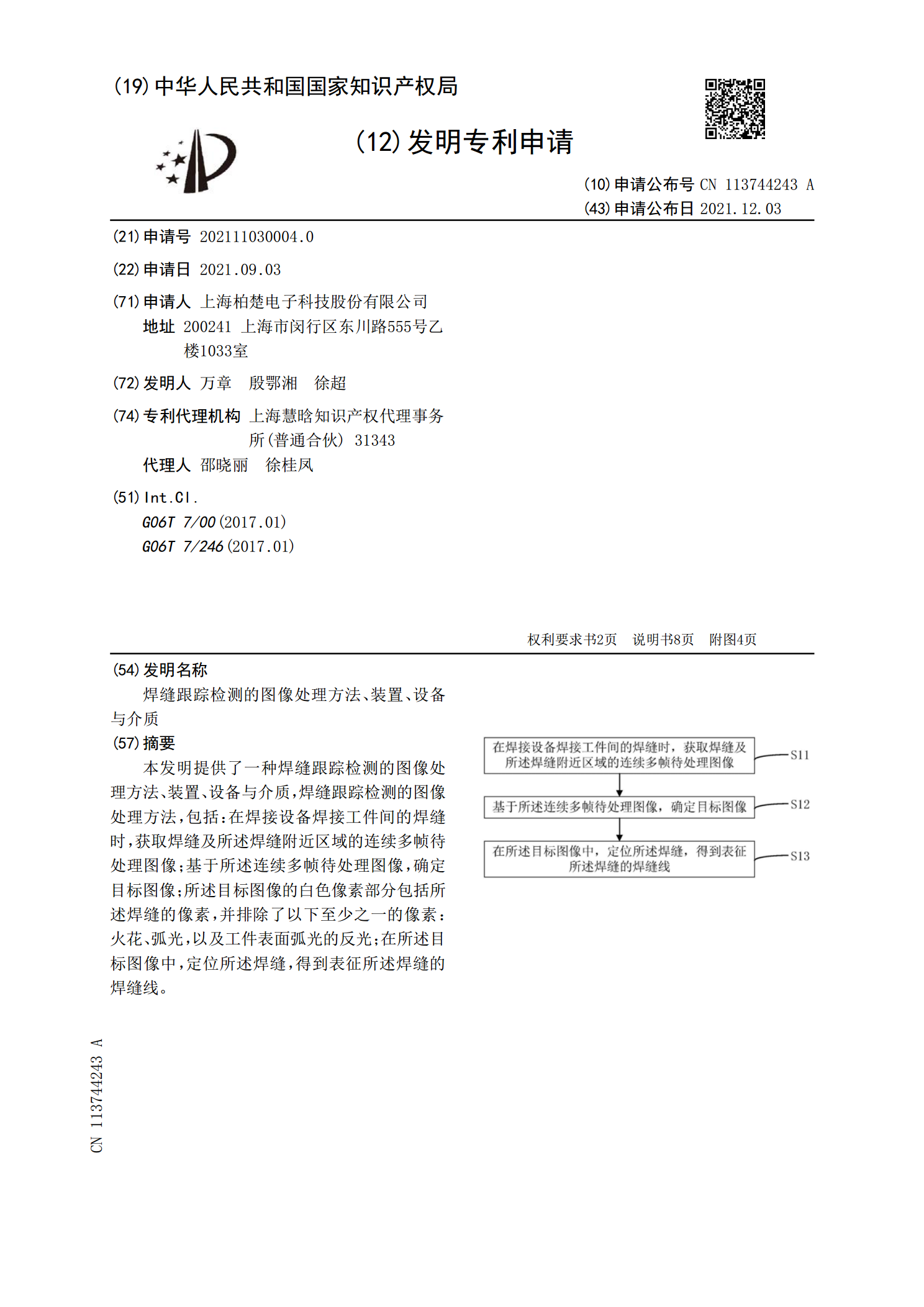
焊缝跟踪检测的图像处理方法、装置、设备与介质.pdf
本发明提供了一种焊缝跟踪检测的图像处理方法、装置、设备与介质,焊缝跟踪检测的图像处理方法,包括:在焊接设备焊接工件间的焊缝时,获取焊缝及所述焊缝附近区域的连续多帧待处理图像;基于所述连续多帧待处理图像,确定目标图像;所述目标图像的白色像素部分包括所述焊缝的像素,并排除了以下至少之一的像素:火花、弧光,以及工件表面弧光的反光;在所述目标图像中,定位所述焊缝,得到表征所述焊缝的焊缝线。

基于数字图像处理的焊缝自动跟踪算法研究.docx
基于数字图像处理的焊缝自动跟踪算法研究基于数字图像处理的焊缝自动跟踪算法研究摘要:数字图像处理技术在工业领域中具有广泛的应用价值。本论文以焊缝自动跟踪为研究对象,旨在探索一种基于数字图像处理技术的焊缝自动跟踪算法,并对其进行研究与验证。首先,介绍了数字图像处理的相关理论知识,包括图像预处理、边缘检测、特征提取等内容。其次,对焊缝自动跟踪的基本原理进行分析,并提出了一种基于图像特征匹配的焊缝自动跟踪算法。然后,设计了一组实验来验证算法的有效性,并对实验结果进行分析与讨论。最后,总结了论文的研究成果,并对今后
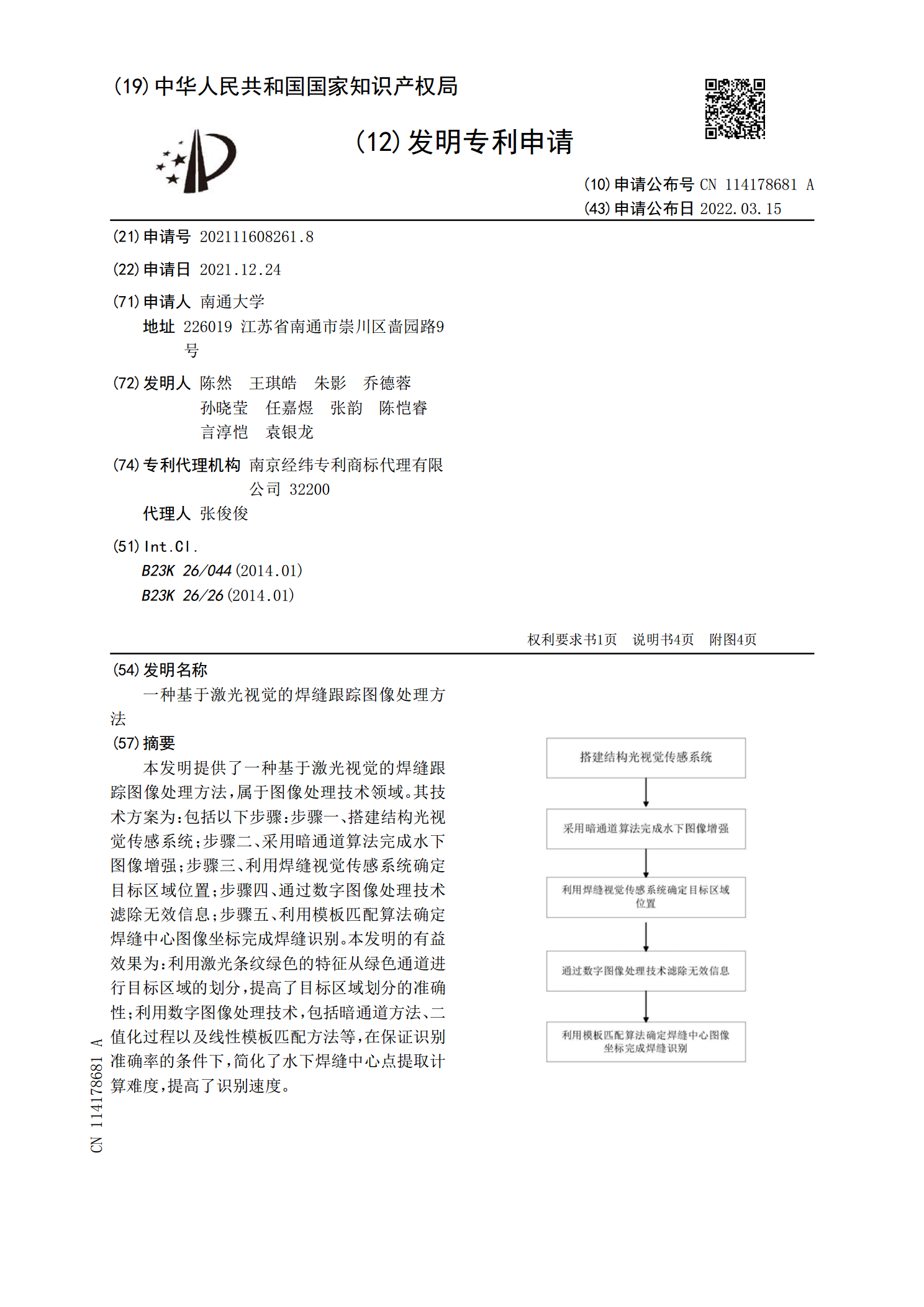
一种基于激光视觉的焊缝跟踪图像处理方法.pdf
本发明提供了一种基于激光视觉的焊缝跟踪图像处理方法,属于图像处理技术领域。其技术方案为:包括以下步骤:步骤一、搭建结构光视觉传感系统;步骤二、采用暗通道算法完成水下图像增强;步骤三、利用焊缝视觉传感系统确定目标区域位置;步骤四、通过数字图像处理技术滤除无效信息;步骤五、利用模板匹配算法确定焊缝中心图像坐标完成焊缝识别。本发明的有益效果为:利用激光条纹绿色的特征从绿色通道进行目标区域的划分,提高了目标区域划分的准确性;利用数字图像处理技术,包括暗通道方法、二值化过程以及线性模板匹配方法等,在保证识别准确率的