
基于材料阳极极化特性的电解磨削液研究.docx

骑着****猪猪


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于材料阳极极化特性的电解磨削液研究.docx
基于材料阳极极化特性的电解磨削液研究电解磨削(ElectrolyticGrinding,EG)是一种利用电解作用和磨削作用相结合的加工方法,其亮度高、表面质量好、加工精度高、生产效率高、刀具磨损小等优点,广泛应用于金属制品的加工中。EG的核心技术是电解液,液相对材料基体的阳极极化特性将决定加工效果,因此本文将就此展开讨论。一、电解磨削电解磨削是指利用电解作用和磨削作用相结合的金属切削加工方法。在电解液作用下,阳极元素被溶解,从而实现表面磨削;同时,电解液中的氧化物也会参与反应,使表面得到细微的抛光效果。在

磨削液射流特性仿真分析与实验研究.docx
磨削液射流特性仿真分析与实验研究磨削液射流特性仿真分析与实验研究摘要:本篇论文主要对磨削液射流特性进行了仿真分析以及实验研究。通过对磨削液射流的特性进行深入研究,可以更好地理解磨削液在加工过程中的作用,为提高加工质量、降低生产成本等方面提供参考依据。本研究利用计算流体力学软件ANSYSFluent对磨削液射流进行了仿真模拟,并进行了实验研究。研究结果表明,不同因素对磨削液射流的影响程度不同,其中喷嘴形状、喷嘴直径和入口压力是影响磨削液射流特性的重要因素,同时也与磨削液的流动状态密切相关。通过对不同因素的分

铝-空气电池阳极材料及其电解液的研究进展.docx
铝-空气电池阳极材料及其电解液的研究进展铝-空气电池是一种电化学能转换器,可将铝金属与空气中的氧气反应生成电流。铝作为阳极材料具有高能量密度、丰富的资源和良好的可再生性,因此具有广阔的应用前景。然而,铝-空气电池的商业化应用受到阳极材料和电解液的限制。本文将对铝-空气电池阳极材料及其电解液的研究进展进行综述。一、铝-空气电池阳极材料的研究进展铝金属是铝-空气电池的主要阳极材料。近年来,研究人员致力于改善铝金属的反应活性、耐腐蚀性和电化学稳定性。其中一种常用的方法是通过涂层技术改善铝金属的表面性质。例如,采

硬阳极化层表面的高速磨削工艺.docx
硬阳极化层表面的高速磨削工艺硬阳极化层表面的高速磨削工艺摘要:硬阳极化层是一种表面处理技术,可以提高材料的硬度、耐磨性和耐腐蚀性能。然而,在实际应用中,硬阳极化层的加工和磨削往往是一个挑战性的问题。本论文主要介绍了硬阳极化层表面的高速磨削工艺,包括工艺原理、工艺参数的选择以及工艺优化等方面的内容。通过对硬阳极化层表面的高速磨削工艺进行研究和分析,可以为相关领域的进一步应用提供参考。1.引言随着工业技术的不断发展,对材料的硬度和耐磨性能要求越来越高。硬阳极化层作为一种表面处理技术,可以通过阳极氧化等方法,将
一种基于介质冰点温差特性的蜂窝材料电解磨削加工方法.pdf
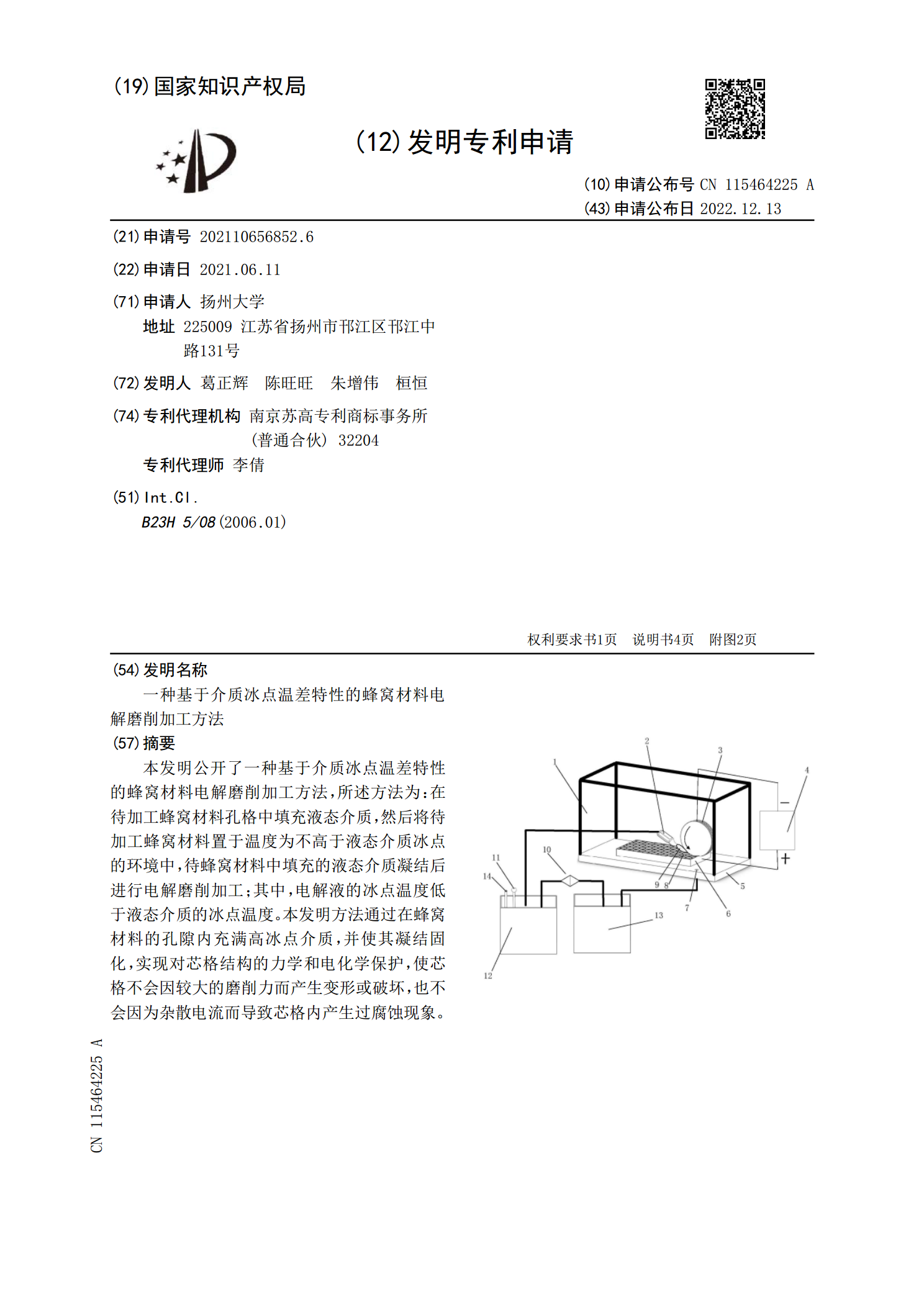
本发明公开了一种基于介质冰点温差特性的蜂窝材料电解磨削加工方法,所述方法为:在待加工蜂窝材料孔格中填充液态介质,然后将待加工蜂窝材料置于温度为不高于液态介质冰点的环境中,待蜂窝材料中填充的液态介质凝结后进行电解磨削加工;其中,电解液的冰点温度低于液态介质的冰点温度。本发明方法通过在蜂窝材料的孔隙内充满高冰点介质,并使其凝结固化,实现对芯格结构的力学和电化学保护,使芯格不会因较大的磨削力而产生变形或破坏,也不会因为杂散电流而导致芯格内产生过腐蚀现象。