
关于豪华邮轮薄板的SAW拼板焊接工艺研究.docx

骑着****猪猪


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

关于豪华邮轮薄板的SAW拼板焊接工艺研究.docx
关于豪华邮轮薄板的SAW拼板焊接工艺研究随着豪华邮轮旅游产业的快速发展,国内外船厂在建造豪华邮轮时逐渐采用了大幅扩张的船体,增大船桥、船壳的尺寸,邮轮的薄板拼接焊接工艺质量和安全成为了建造和运营的重要问题。本文就豪华邮轮薄板的SAW(SubmergedArcWelding)拼板焊接工艺进行研究。一、拼板焊接技术的重要性邮轮的薄板拼接是船体建造中的重要环节,它涉及到船身强度、船舶耐久性、外观质量、安全性等方面的问题。拼板缺陷、焊接质量不良会影响船体整体性能和安全。在豪华邮轮建造中,船壳一般采用大批量钢板拼接

一种邮轮薄板拼板方法.pdf
本发明公开了一种邮轮薄板拼接方法,其包括以下步骤:S1、采用埋弧焊接将多个待拼接的薄板拼接成一主板;S2、在两个所述薄板之间的焊缝上贴马板;S3、对翻身后主板的反面焊缝进行焊接。在主板翻身前通过在两个薄板之间的焊缝上贴马板以对薄板的强度进行加强。一方面防止主板在翻身时产生变形,另一方面有利于加强焊缝的强度,进而防止初步拼接好的主板在翻身时,焊缝处发生变形或者损坏焊缝等的问题发生。

大型邮轮薄板拼板防变形装置.pdf
本发明涉及邮轮制造技术领域,且公开了大型邮轮薄板拼板防变形装置,包括:主架和底架,所述主架的两端设置有安装架,所述安装架的一侧安装有同步电机,且同步电机的数量为两个,且两个同步电机相对分布,所述同步电机的输出端通过联轴器固定连接有螺纹轴,所述安装架的外壁设置有滑动架,所述安装架的内壁滑动连接有压架。该大型邮轮薄板拼板防变形装置,能够在对金属薄板进行焊接拼板时,利用弹簧的弹力对压架施加一个指向主架的推力,使得压架和主架将需要拼接的两个薄板固定限位,从而提高薄板的稳定性,保证两个波板之间的缝隙不变,避免产生偏
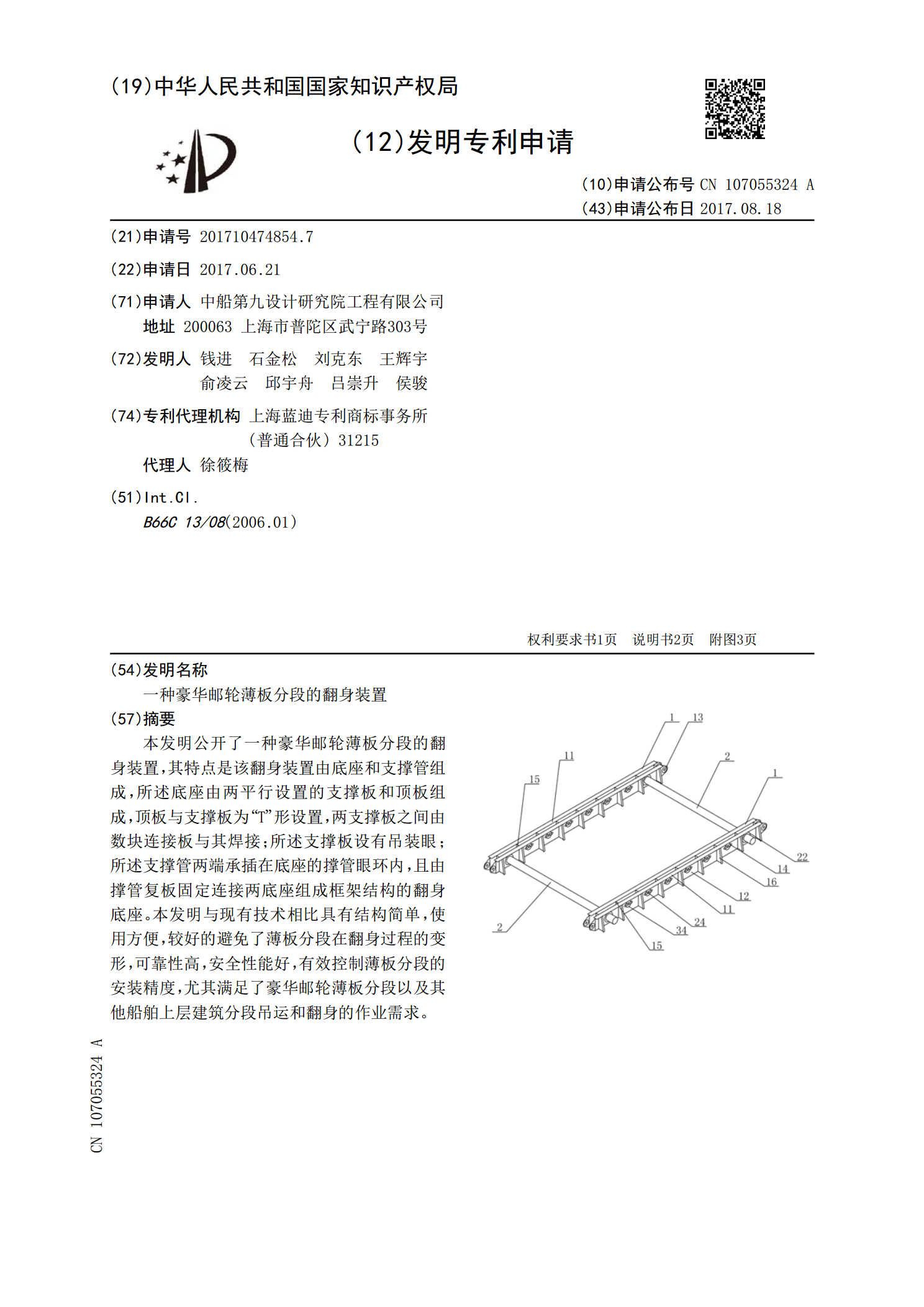
一种豪华邮轮薄板分段的翻身装置.pdf
本发明公开了一种豪华邮轮薄板分段的翻身装置,其特点是该翻身装置由底座和支撑管组成,所述底座由两平行设置的支撑板和顶板组成,顶板与支撑板为“T”形设置,两支撑板之间由数块连接板与其焊接;所述支撑板设有吊装眼;所述支撑管两端承插在底座的撑管眼环内,且由撑管复板固定连接两底座组成框架结构的翻身底座。本发明与现有技术相比具有结构简单,使用方便,较好的避免了薄板分段在翻身过程的变形,可靠性高,安全性能好,有效控制薄板分段的安装精度,尤其满足了豪华邮轮薄板分段以及其他船舶上层建筑分段吊运和翻身的作业需求。

关于Q345R钢板SAW焊接工艺认可试验的研究.docx
关于Q345R钢板SAW焊接工艺认可试验的研究标题:Q345R钢板SAW焊接工艺认可试验的研究摘要:该论文旨在对Q345R钢板SAW焊接工艺进行认可试验,并研究其相关性能指标。通过实验方法,对焊接过程中的工艺参数、缺陷情况以及焊接接头性能进行一系列测试与分析。结果表明,Q345R钢板SAW焊接工艺具有较好的工艺稳定性和焊接接头性能,适应于相关领域的应用。关键词:Q345R钢板;SAW焊接;工艺参数;缺陷情况;焊接接头性能1.引言Q345R钢板是一种耐热压力容器用钢,具有优良的机械性能和耐蚀性。在工程实践中