
数控车床G与G刀补技术实用教案.pptx

快乐****蜜蜂

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控车床G与G刀补技术实用教案.pptx
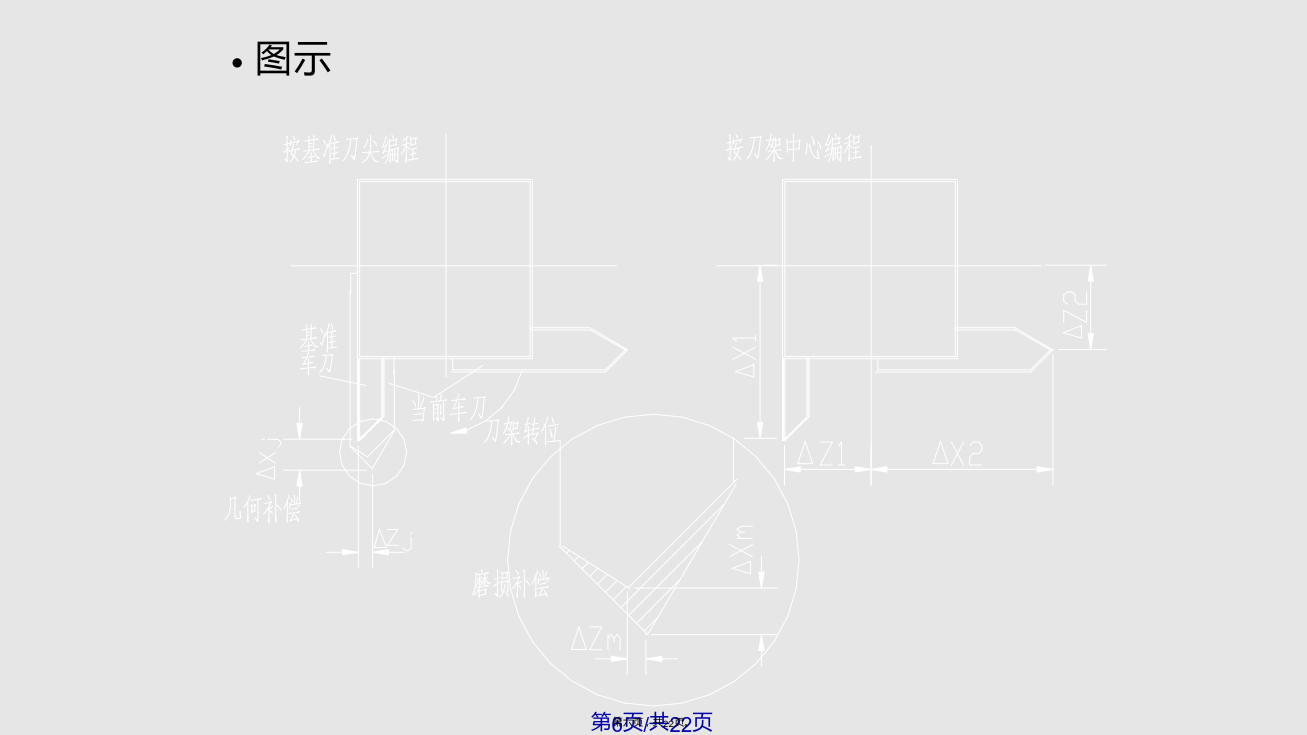
解决:将磨损量测量获得(huòdé)后进行补偿.可以不修改加工程序.刀具补偿:是补偿实际加工时所用的刀具与编程时使用的理想刀具或对刀时使用的基准刀具之间的偏差值,保证加工零件符合图纸要求(yāoqiú)的一种处理方法。刀具补偿4、刀具(dāojù)的偏置补偿图示补偿数据获取:分别测出各刀尖相对(xiāngduì)于刀架基准面的偏离距离[X1,Z1]、[X2,Z2]、[X3,Z3]…若选刀具1为对刀用的基准刀具,则各刀具的几何偏置分别为[Xj,Zj]Xj1=0、Zj1=0Xj2=(X2-X1)x2

数控车床G41与G42刀补技术学习教案.pptx
会计学解决:将磨损量测量获得后进行(jìnxíng)补偿.可以不修改加工程序.刀具补偿:是补偿实际加工时所用(suǒyònɡ)的刀具与编程时使用的理想刀具或对刀时使用的基准刀具之间的偏差值,保证加工零件符合图纸要求的一种处理方法。刀具补偿4、刀具的偏置(piānzhì)补偿图示补偿数据获取:分别测出各刀尖相对(xiāngduì)于刀架基准面的偏离距离[X1,Z1]、[X2,Z2]、[X3,Z3]…若选刀具1为对刀用的基准刀具,则各刀具的几何偏置分别为[Xj,Zj]Xj1=0、Zj1=0Xj2=(
数控车床G41与G42刀补技术.ppt
数控车床G41与G42刀补技术解决:各刀设置不同的工件原点.各刀位置进行比较,设定刀具偏差补偿.可以使加工程序不随刀尖位置的不同而改变.解决:将磨损量测量获得后进行补偿.可以不修改加工程序.刀具补偿:是补偿实际加工时所用的刀具与编程时使用的理想刀具或对刀时使用的基准刀具之间的偏差值,保证加工零件符合图纸要求的一种处理方法。刀具补偿4、刀具的偏置补偿图示补偿数据获取:分别测出各刀尖相对于刀架基准面的偏离距离[X1,Z1]、[X2,Z2]、[X3,Z3]…若选刀具1为对刀用的基准刀具,则各刀具的几何偏置分别为

FANUC数控车床G对刀.docx
讲义三:FANUC数控车床G50对刀实习实习名称:用G50指令建立工件坐标系的零件加工。实习目的:掌握用G50指令建立工件坐标系的程序编制;掌握加工前的G50指令如何对刀;掌握G50指令的零件加工;实习设备及辅助设施:设备:自贡长征机床有限公司CK6132A型数控车床;系统:FANUC-0i-Mate-TB数控车削系统;材料:φ34mm尼龙棒材;量具:0-125mm游标卡尺、150mm钢板尺;刃具:25中心高外圆车刀、外螺纹刀、切断刀、圆弧刀。实习方法:先由实验老师进行讲解及现场操作演示,再让学生在老师指

数控车床刀补及换刀技术.pptx
会计学解决:将磨损量测量获得后进行补偿.可以不修改加工程序.刀具补偿:是补偿实际加工时所用的刀具与编程时使用的理想刀具或对刀时使用的基准刀具之间的偏差值,保证加工零件符合图纸要求的一种处理方法。刀具补偿4、刀具的偏置补偿图示补偿数据获取:分别测出各刀尖相对于刀架基准面的偏离距离[X1,Z1]、[X2,Z2]、[X3,Z3]…若选刀具1为对刀用的基准刀具,则各刀具的几何偏置分别为[Xj,Zj]Xj1=0、Zj1=0Xj2=(X2-X1)x2、Zj2=Z2-Z1Xj3=(X3-X1)x2、Zj