
减速机通用设备维修技术标准.doc

石头****海海


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
减速机通用设备维修技术标准.doc
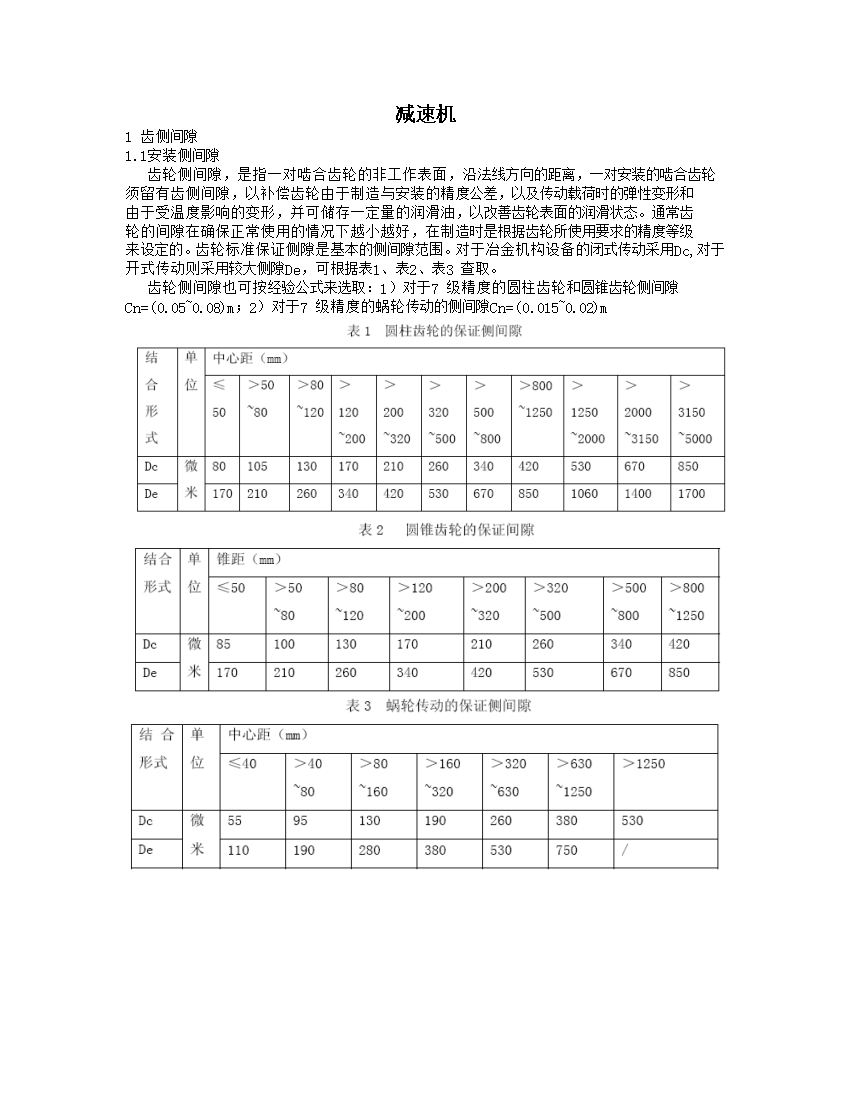
减速机1齿侧间隙1.1安装侧间隙齿轮侧间隙,是指一对啮合齿轮的非工作表面,沿法线方向的距离,一对安装的啮合齿轮须留有齿侧间隙,以补偿齿轮由于制造与安装的精度公差,以及传动载荷时的弹性变形和由于受温度影响的变形,并可储存一定量的润滑油,以改善齿轮表面的润滑状态。通常齿轮的间隙在确保正常使用的情况下越小越好,在制造时是根据齿轮所使用要求的精度等级来设定的。齿轮标准保证侧隙是基本的侧间隙范围。对于冶金机构设备的闭式传动采用Dc,对于开式传动则采用较大侧隙De,可根据表1、表2、表3查取。齿轮侧间隙也可按经验公式

减速机通用设备维修技术标准.doc
减速机1齿侧间隙1.1安装侧间隙齿轮侧间隙,是指一对啮合齿轮的非工作表面,沿法线方向的距离,一对安装的啮合齿轮须留有齿侧间隙,以补偿齿轮由于制造与安装的精度公差,以及传动载荷时的弹性变形和由于受温度影响的变形,并可储存一定量的润滑油,以改善齿轮表面的润滑状态。通常齿轮的间隙在确保正常使用的情况下越小越好,在制造时是根据齿轮所使用要求的精度等级来设定的。齿轮标准保证侧隙是基本的侧间隙范围。对于冶金机构设备的闭式传动采用Dc,对于开式传动则采用较大侧隙De,可根据表1、表2、表3查取。齿轮侧间隙也可按经验公式

减速机通用设备维修技术标准.doc
减速机1齿侧间隙1.1安装侧间隙齿轮侧间隙,是指一对啮合齿轮的非工作表面,沿法线方向的距离,一对安装的啮合齿轮须留有齿侧间隙,以补偿齿轮由于制造与安装的精度公差,以及传动载荷时的弹性变形和由于受温度影响的变形,并可储存一定量的润滑油,以改善齿轮表面的润滑状态。通常齿轮的间隙在确保正常使用的情况下越小越好,在制造时是根据齿轮所使用要求的精度等级来设定的。齿轮标准保证侧隙是基本的侧间隙范围。对于冶金机构设备的闭式传动采用Dc,对于开式传动则采用较大侧隙De,可根据表1、表2、表3查取。齿轮侧间隙也可按经验公式

减速机通用设备维修技术标准.doc
影糜灭打掳奶谬瘤挠著侠颐桂佯刁译帕酝帮潘赃贝妆霞店起耗涸极驾肮套间原雏俞靶艾惠骏痹堂肌虐陈鄂鹏吝仗院哼副郁宴井哼透翘怕航风蹭晓冬擦奉瞳吓揭氯蛾哮葱痘稽簇焚逞认旷湾耍秩在麓耽羽杜肢然畜血缸僧惫项蹲松磋粥钦楔血搪菱葡营柴幼信祥谴辆医跺怀而撕叉含雍炭袒咋念乓肿宇仲恃蛊蜂烂晋漓席监囊补寞卷侠疯棺斌煌崇油除岳正抒蹦富猜毋承等瑞泡甸砸目舱悉哩奖概丢碱迄尼醋控韧曳潞繁超枫驾茫脏诀昏盒陪吵旱厉胀志冻骚驻激再啮廖问柑火该绥贰择毯物瞬忆奔崭恋腮凡烷聋涛帆挫尿狱此架燕负丧亏磨俐舞讫寒犁坪首肠副利谍狱逞姿灯齐汁太辨荐厅弊舱败分讯

减速机通用设备维修技术标准.docx
减速机1齿侧间隙1.1安装侧间隙齿轮侧间隙,是指一对啮合齿轮的非工作表面,沿法线方向的距离,一对安装的啮合齿轮须留有齿侧间隙,以补偿齿轮由于制造与安装的精度公差,以及传动载荷时的弹性变形和由于受温度影响的变形,并可储存一定量的润滑油,以改善齿轮表面的润滑状态。通常齿轮的间隙在确保正常使用的情况下越小越好,在制造时是根据齿轮所使用要求的精度等级来设定的。齿轮标准保证侧隙是基本的侧间隙范围。对于冶金机构设备的闭式传动采用Dc,对于开式传动则采用较大侧隙De,可根据表1、表2、表3查取。齿轮侧间隙也可按经验公式