
塑料的常用成型方法.pptx

快乐****蜜蜂

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑料的常用成型方法.pptx
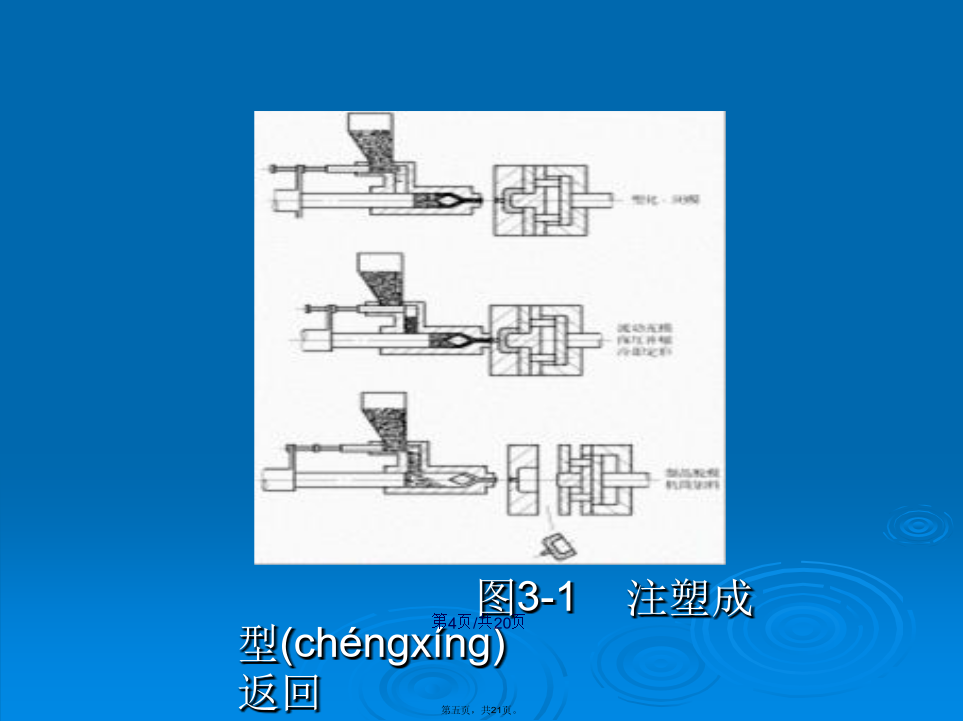
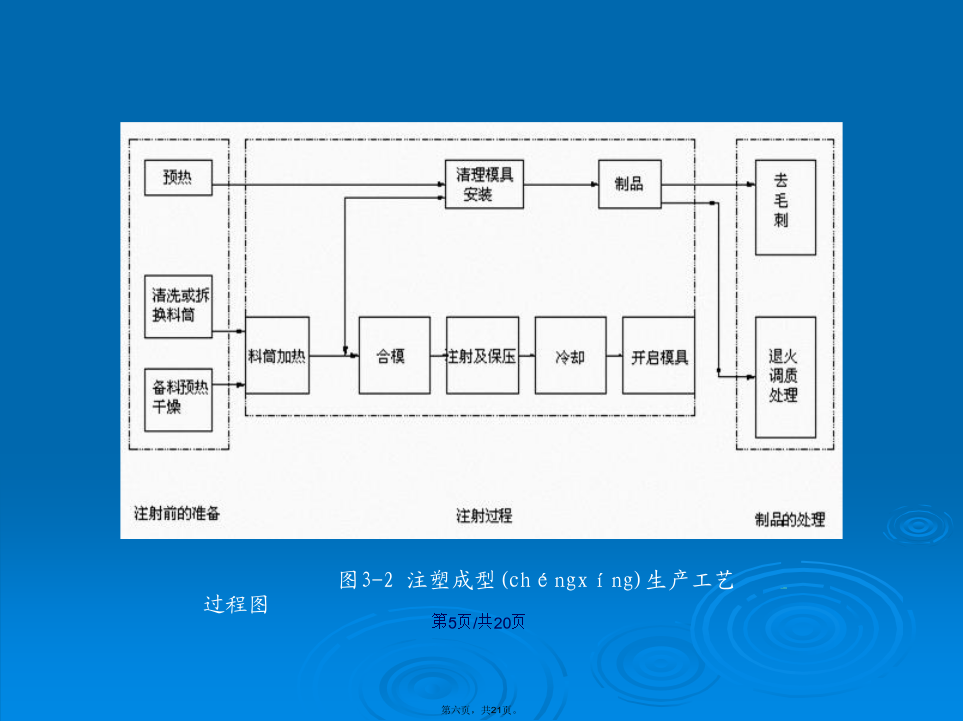
塑料(sùliào)的常用成型方法内容简介:本章主要讲述塑料成型的常见方法。介绍热塑性塑料的注塑、挤出和中空吹塑成型方法的主要特点(tèdiǎn),以及热固性塑料的压制成型和压铸成型的主要区别;详细介绍了注塑成型工艺原理和模具前后热处理的方法。塑料的成型方法有注塑、挤压、吹塑、发泡膨胀(péngzhàng)、压缩、压延、热成型等,其中应用最广泛的是压延、挤压和注塑成型三种。注塑成型在塑料制件成型中占有很大比重,注塑模塑制品约占塑料制品总量的20%~30%,世界上注塑模具产量约占塑料成型模具总产量的50%。

塑料的常用成型方法.ppt
3.5塑料的压注成型内容简介:本章主要讲述塑料成型的常见方法。介绍热塑性塑料的注塑、挤出和中空吹塑成型方法的主要特点,以及热固性塑料的压制成型和压铸成型的主要区别;详细介绍了注塑成型工艺原理和模具前后热处理的方法。塑料的成型方法有注塑、挤压、吹塑、发泡膨胀、压缩、压延、热成型等,其中应用最广泛的是压延、挤压和注塑成型三种。注塑成型在塑料制件成型中占有很大比重,注塑模塑制品约占塑料制品总量的20%~30%,世界上注塑模具产量约占塑料成型模具总产量的50%。注塑成型的简单过程为:将粒状或粉状塑料经注塑机的料斗
塑料的常用成型方法.ppt
....................
塑料的常用成型方法ppt课件.ppt
3.5塑料的压注成型内容简介:本章主要讲述塑料成型的常见方法。介绍热塑性塑料的注塑、挤出和中空吹塑成型方法的主要特点,以及热固性塑料的压制成型和压铸成型的主要区别;详细介绍了注塑成型工艺原理和模具前后热处理的方法。塑料的成型方法有注塑、挤压、吹塑、发泡膨胀、压缩、压延、热成型等,其中应用最广泛的是压延、挤压和注塑成型三种。注塑成型在塑料制件成型中占有很大比重,注塑模塑制品约占塑料制品总量的20%~30%,世界上注塑模具产量约占塑料成型模具总产量的50%。注塑成型的简单过程为:将粒状或粉状塑料经注塑机的料斗

常用塑料特性及塑料成型工艺.pdf
数源科技股份有限公司数源科技股份有限公司2008年10月编写整理刘阳常用塑料特性及塑料成型工艺第一章、塑胶成型材料第一章、塑胶成型材料一、塑胶成型的进展1、成型材料的可塑性是衡量塑料能否快速和容易成型。2、相关的实验证明:⑴充模压力实验:高聚物的非牛顿特性越强,充模压越低。⑵取向分布实验:取向最大是发生在距离制件表面20%的厚度处,取向程度随熔体温度与模温的减少而增加,随射压与时间的增加而增加。⑶应力与应变实验:一般制件有三种残余应变形式。①伴随热应力而产生的应变;(温差)②与分子冻结取向