
马钢四钢轧热轧工艺学习资料.pptx

快乐****蜜蜂


1/10
2/10

3/10
4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共50页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

马钢四钢轧热轧工艺学习资料.pptx
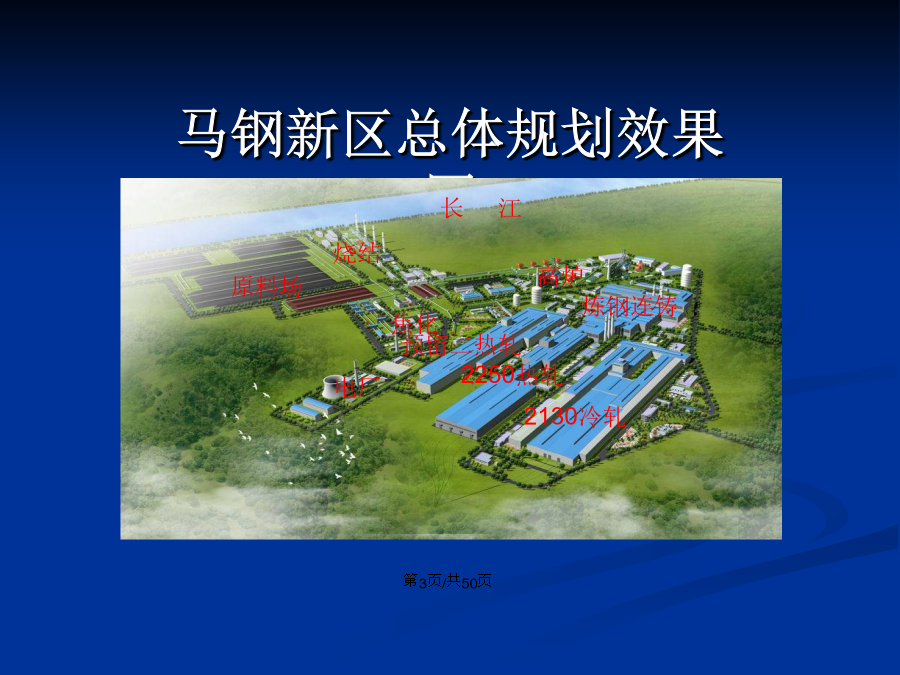
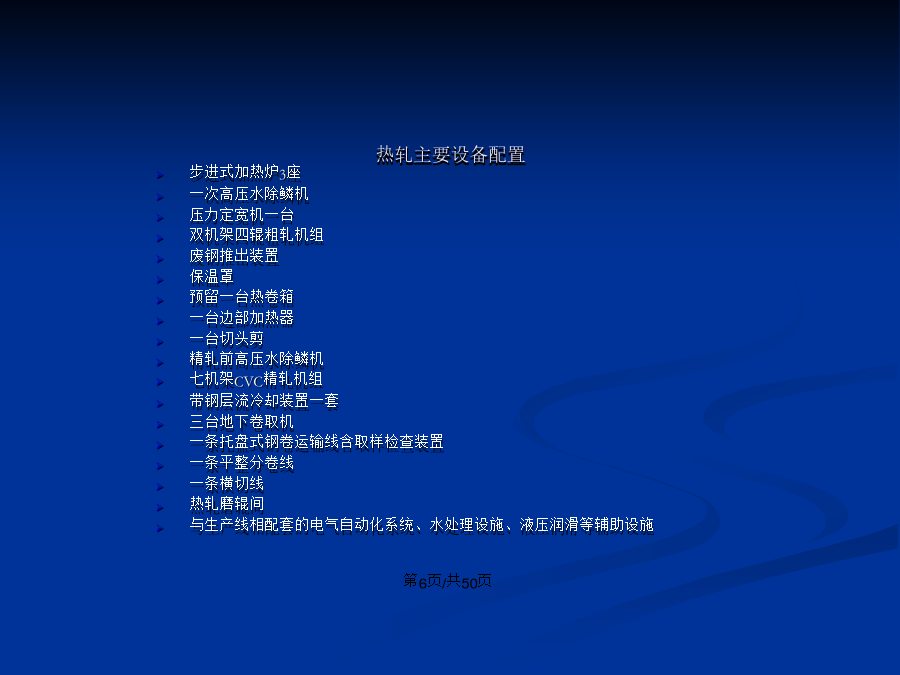
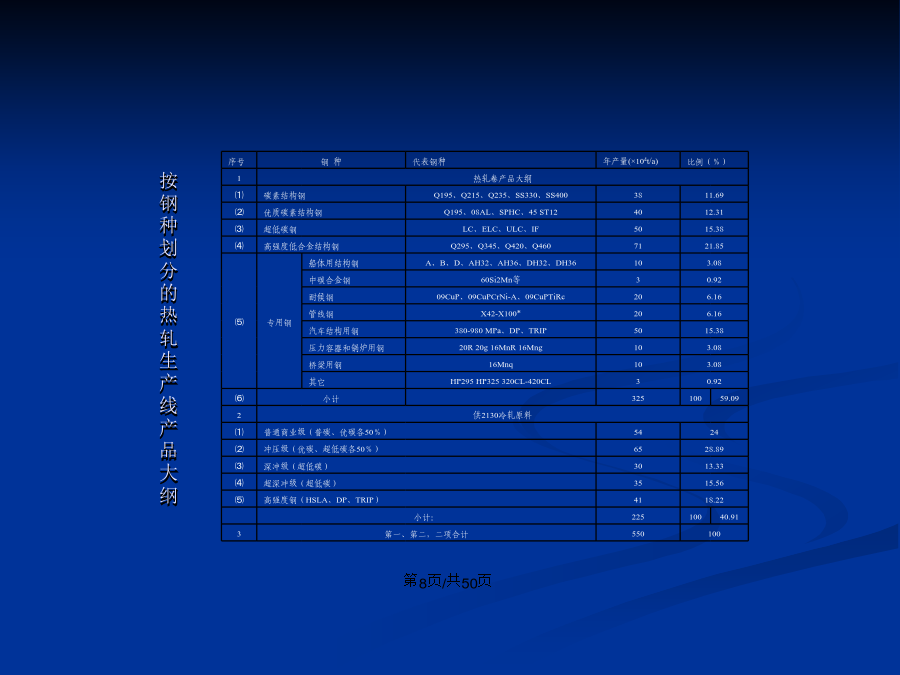
会计学一、新区及热轧概述/马钢新区总体规划效果图2250热轧概况热轧磨辊间:意大利波米尼(Pomini)公司中标热轧精整线:平整分卷线机械部分米洛(MINO)中标电气部分由EDM中标总承包商为中钢设备公司横切线机械部分SMSD中标电气部分由马钢自控所承包热轧主要设备配置二、热轧产品大纲按钢种划分的热轧生产线产品大纲按宽度划分的热轧产品大纲按宽度划分的热轧供2130mm冷轧基料产品大纲2.热轧平整分卷线生产钢种:普通碳素结构钢、优质碳素结构钢、超低碳钢、低合金高强度结构钢、中碳合金钢、汽车结构钢、锅炉钢、压

马钢四钢轧热轧工艺n.ppt
Edgeheater主要介绍内容一、新区及热轧概述马钢新区2250热轧产品大纲、生产工艺介绍第页马钢新区总体规划效果图2250热轧概况热轧磨辊间:意大利波米尼(Pomini)公司中标热轧精整线:平整分卷线机械部分米洛(MINO)中标电气部分由EDM中标总承包商为中钢设备公司横切线机械部分SMSD中标电气部分由马钢自控所承包热轧主要设备配置二、热轧产品大纲按钢种划分的热轧生产线产品大纲按宽度

马钢四钢轧“一键炼钢”的工艺开发历程.doc
摘要:介绍了马鞍山钢铁股份公司四钢轧总厂在成功应用计算机自动控制炼钢技术的基础上,近年来对全自动化炼钢(一键炼钢)的发展过程,并以及介绍了四钢轧自动化炼钢的实际情况,介绍sdm(静动态炼钢模型)功能、基础自动化(l1)控制枪位氧步和加料模型以及副枪系统。使2014年全自动炼钢率平均稳定在65%的水平,温度(±10℃),碳在控制计划范围的,双命中率>65%。关键词:全自动炼钢;转炉;静动态炼钢模型;副枪;自动加料模型1.前言马钢四钢轧总厂为适应未来发展,与世界先进技术接轨,2007年投产后,总厂自动化炼钢技

马钢四钢轧“一键炼钢”的工艺开发历程.doc
摘要:介绍了马鞍山钢铁股份公司四钢轧总厂在成功应用计算机自动控制炼钢技术的基础上,近年来对全自动化炼钢(一键炼钢)的发展过程,并以及介绍了四钢轧自动化炼钢的实际情况,介绍sdm(静动态炼钢模型)功能、基础自动化(l1)控制枪位氧步和加料模型以及副枪系统。使2014年全自动炼钢率平均稳定在65%的水平,温度(±10℃),碳在控制计划范围的,双命中率>65%。关键词:全自动炼钢;转炉;静动态炼钢模型;副枪;自动加料模型1.前言马钢四钢轧总厂为适应未来发展,与世界先进技术接轨,2007年投产后,总厂自动化炼钢技

马钢第一钢轧总厂车轮钢冶炼工艺过程简介.ppt
马鞍山钢铁股份有限公司吴耀光2010-10-21车轮、轮箍是从事铁路运输的货车、旅客列车、机车的重要行走部件。随着国民经济的快速提升,铁路运输迅速向高密度、高速、重载方向发展,车轮、轮箍的质量直接关系到铁路运输的安全,直接关系到和谐社会的建设,已上升到质量安全的政治高度,还关系到企业的经济效益和声誉。不断提高马钢车轮产品的内在质量,以满足铁路运输事业快速发展的质量安全需要,是我们的首要任务。平炉→模铸平炉→喷粉,喂线→模铸平炉→SKF→模铸转炉→SKF→模铸转炉→LF+VD→模铸转炉→吹氩→LF精炼→VD