
瓶盖注塑模具设计.doc

zh****db


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

瓶盖注塑模具设计.doc
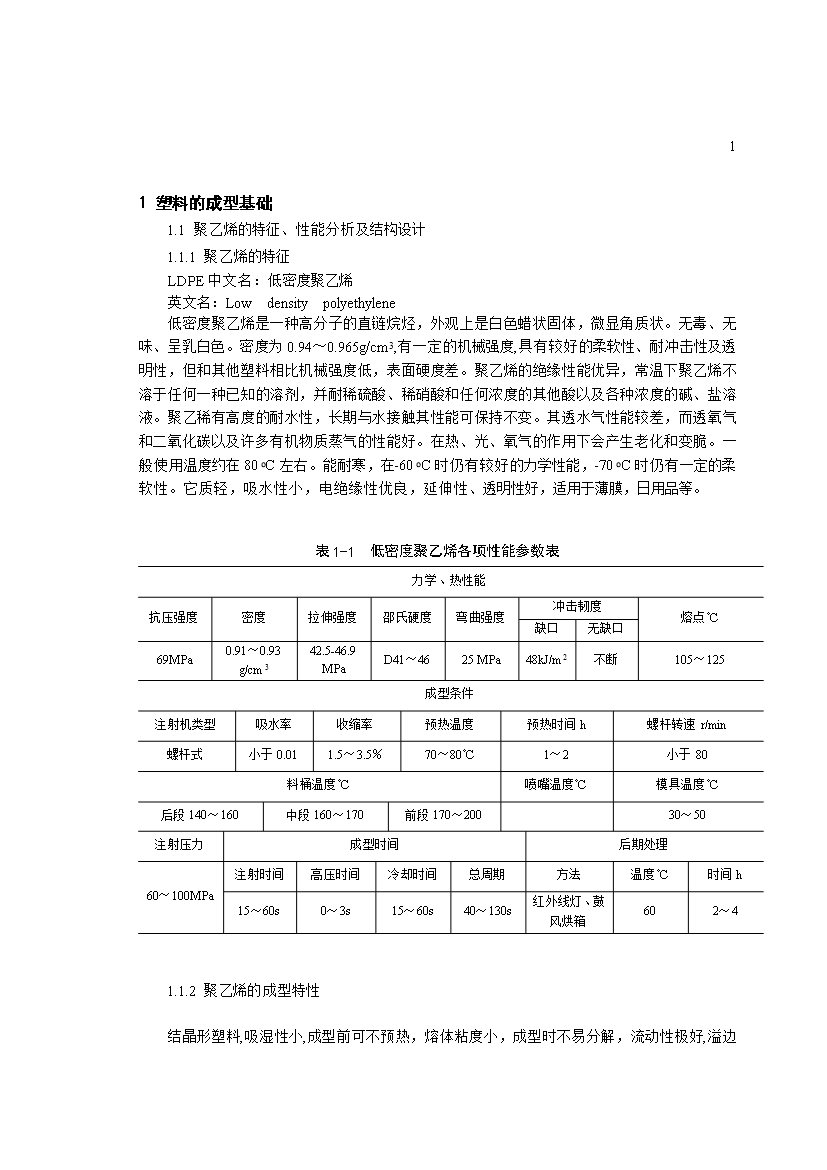
1塑料的成型基础1.1聚乙烯的特征、性能分析及结构设计1.1.1聚乙烯的特征LDPE中文名:低密度聚乙烯英文名:Lowdensitypolyethylene低密度聚乙烯是一种高分子的直链烷烃,外观上是白色蜡状固体,微显角质状。无毒、无味、呈乳白色。密度为0.94~0.965g/cm3,有一定的机械强度,具有较好的柔软性、耐冲击性及透明性,但和其他塑料相比机械强度低,表面硬度差。聚乙烯的绝缘性能优异,常温下聚乙烯不溶于任何一种已知的溶剂,并耐稀硫酸、稀硝酸和任何浓度的其他酸以及各种浓度的碱、盐溶液。聚乙稀有

瓶盖注塑模具设计.doc
1塑料的成型基础1.1聚乙烯的特征、性能分析及结构设计1.1.1聚乙烯的特征LDPE中文名:低密度聚乙烯英文名:Lowdensitypolyethylene低密度聚乙烯是一种高分子的直链烷烃,外观上是白色蜡状固体,微显角质状。无毒、无味、呈乳白色。密度为0.94~0.965g/cm3,有一定的机械强度,具有较好的柔软性、耐冲击性及透明性,但和其他塑料相比机械强度低,表面硬度差。聚乙烯的绝缘性能优异,常温下聚乙烯不溶于任何一种已知的溶剂,并耐稀硫酸、稀硝酸和任何浓度的其他酸以及各种浓度的碱、盐溶液。聚乙稀有

瓶盖注塑模具设计.doc
1塑件成型分析1。1设计概述随着中国当前的经济形势的高速发展,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏.在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王",在罗马尼亚则更为直接:“模具就是黄金"。可见模具工业在国民经济中重要地位。我国对模具工业的发展也十分重视,早在1989年3月颁布的《关于当前国家产业政策要

瓶盖注塑模具设计.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:1塑件成型分析1.1设计概述随着中国当前的经济形势的高速发展在“实现中华民族的伟大复兴”口号的倡引下中国的制造业也蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一模具工业能促进工业产品生产的发展和质量提高并能获得极大的经济效益因而引起了各国的高度重视和赞赏。在日本模具被誉为“进入富裕的原动力”德国则冠之为“金属加工业的帝王”在罗马尼亚则更为直接:“模具就是黄金”。可见模具工业
瓶盖注塑模具设计.doc
21塑料的成型基础1.1聚乙烯的特征、性能分析及结构设计1.1.1聚乙烯的特征LDPE中文名:低密度聚乙烯英文名:Lowdensitypolyethylene低密度聚乙烯是一种高分子的直链烷烃,外观上是白色蜡状固体,微显角质状。无毒、无味、呈乳白色。密度为0.94~0.965g/cm3,有一定的机械强度,具有较好的柔软性、耐冲击性及透明性,但和其他塑料相比机械强度低,表面硬度差。聚乙烯的绝缘性能优异,常温下聚乙烯不溶于任何一种已知的溶剂,并耐稀硫酸、稀硝酸和任何浓度的其他酸以及各种浓度的碱、盐溶液。聚乙稀