
钛合金薄壁筒形件热强旋宏微观成形规律研究进展.pptx

快乐****蜜蜂

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钛合金薄壁筒形件热强旋宏微观成形规律研究进展.pptx
汇报人:/目录01技术背景和意义技术发展历程技术应用领域02热强旋工艺参数对筒形件宏成形的影响热强旋过程中筒形件的应力应变行为热强旋过程中筒形件的缺陷形成机制宏成形规律的研究方法和实验验证03热强旋过程中钛合金的相变行为热强旋过程中钛合金的晶粒细化机制热强旋过程中钛合金的织构演变规律微观组织演变规律的模拟与预测04热强旋后钛合金的力学性能表征热强旋过程中钛合金的损伤演化机制热强旋后钛合金的疲劳性能和可靠性评估力学性能研究的实验验证和工程应用05工艺参数优化与匹配新型热强旋工艺的开发与探索热强旋设备的研制与

钛合金筒形件轧-旋成形研究进展.docx
钛合金筒形件轧-旋成形研究进展钛合金筒形件轧-旋成形研究进展摘要:钛合金作为一种应用广泛的高性能材料,具有优异的耐腐蚀性、高强度和较低的密度,在航空航天、汽车制造、生物医学和化工等领域得到了广泛应用。钛合金筒形件是其中重要的一类工件,在制造过程中需要具备高精度和良好的表面质量。钛合金筒形件轧-旋成形作为一种先进加工技术,可以有效地满足这些要求。本文总结了钛合金筒形件轧-旋成形的研究进展,包括成形工艺、机理分析以及优化设计等方面的内容,为进一步推动钛合金筒形件的制造提供了参考。关键词:钛合金筒形件,轧-旋成
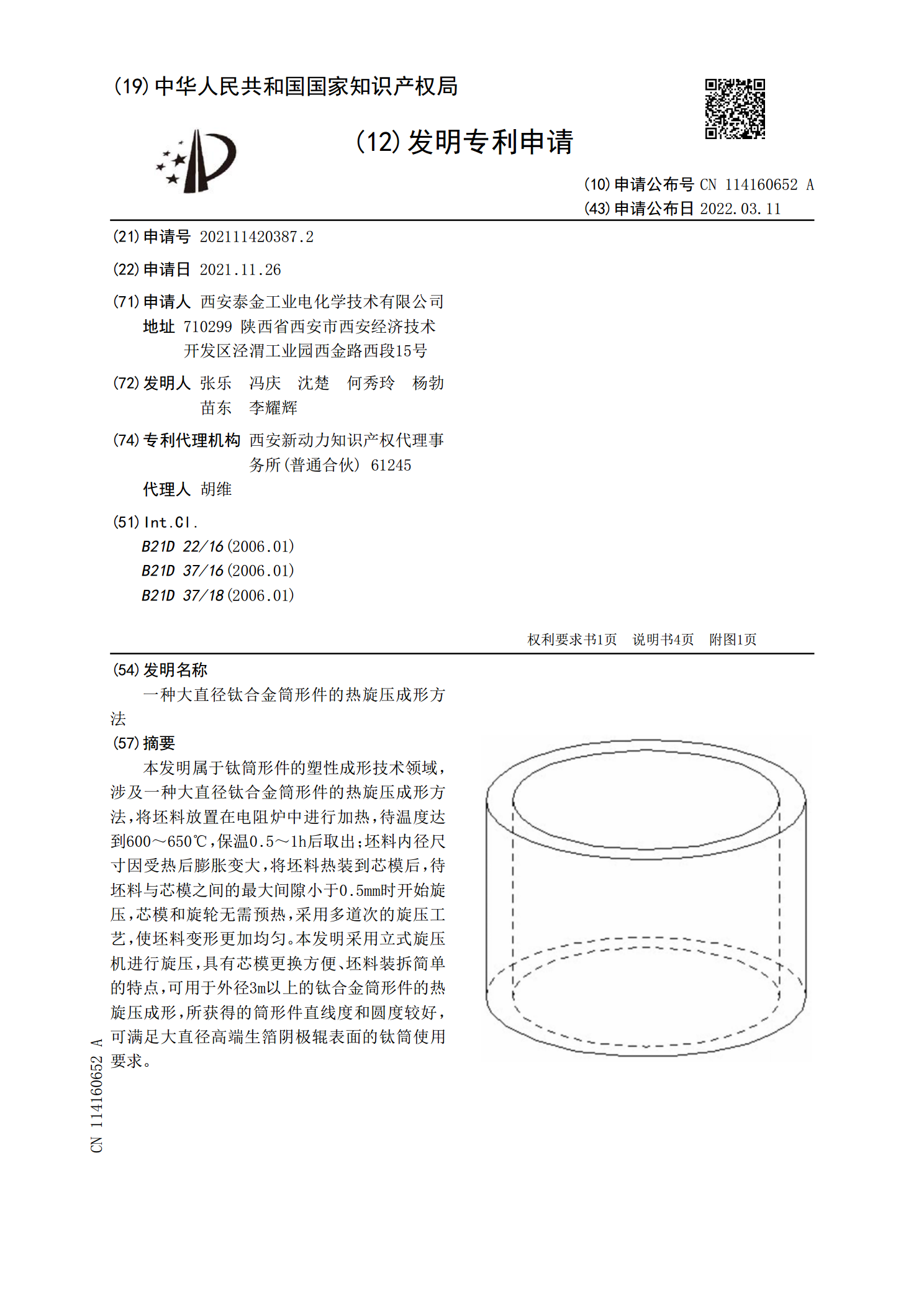
一种大直径钛合金筒形件的热旋压成形方法.pdf
本发明属于钛筒形件的塑性成形技术领域,涉及一种大直径钛合金筒形件的热旋压成形方法,将坯料放置在电阻炉中进行加热,待温度达到600~650℃,保温0.5~1h后取出;坯料内径尺寸因受热后膨胀变大,将坯料热装到芯模后,待坯料与芯模之间的最大间隙小于0.5mm时开始旋压,芯模和旋轮无需预热,采用多道次的旋压工艺,使坯料变形更加均匀。本发明采用立式旋压机进行旋压,具有芯模更换方便、坯料装拆简单的特点,可用于外径3m以上的钛合金筒形件的热旋压成形,所获得的筒形件直线度和圆度较好,可满足大直径高端生箔阴极辊表面的钛筒

筒形件强旋变形流动规律研究.docx
筒形件强旋变形流动规律研究笔者通过研究筒形件强旋变形流动规律,得出了以下结论:1.筒形件的流态分类对于筒形件,根据转速不同,其流态可以分为不同的类型。当转速较小的时候,液体在管壁上的黏附力较大,由于离心力小,液体的流态呈现出层流状态;当转速增加时,液体的黏性逐渐减小,离心力增加,管内流态发生过渡,呈现出不规则的湍流状态;当旋转速度进一步增加时,则整个管内会全部处于湍流状态。2.旋转速度对筒形件流量的影响随着转速的增加,液体的流速也会逐渐加大,由此引起的液体流量也会呈现出不同的变化规律。通常情况下,当旋转速
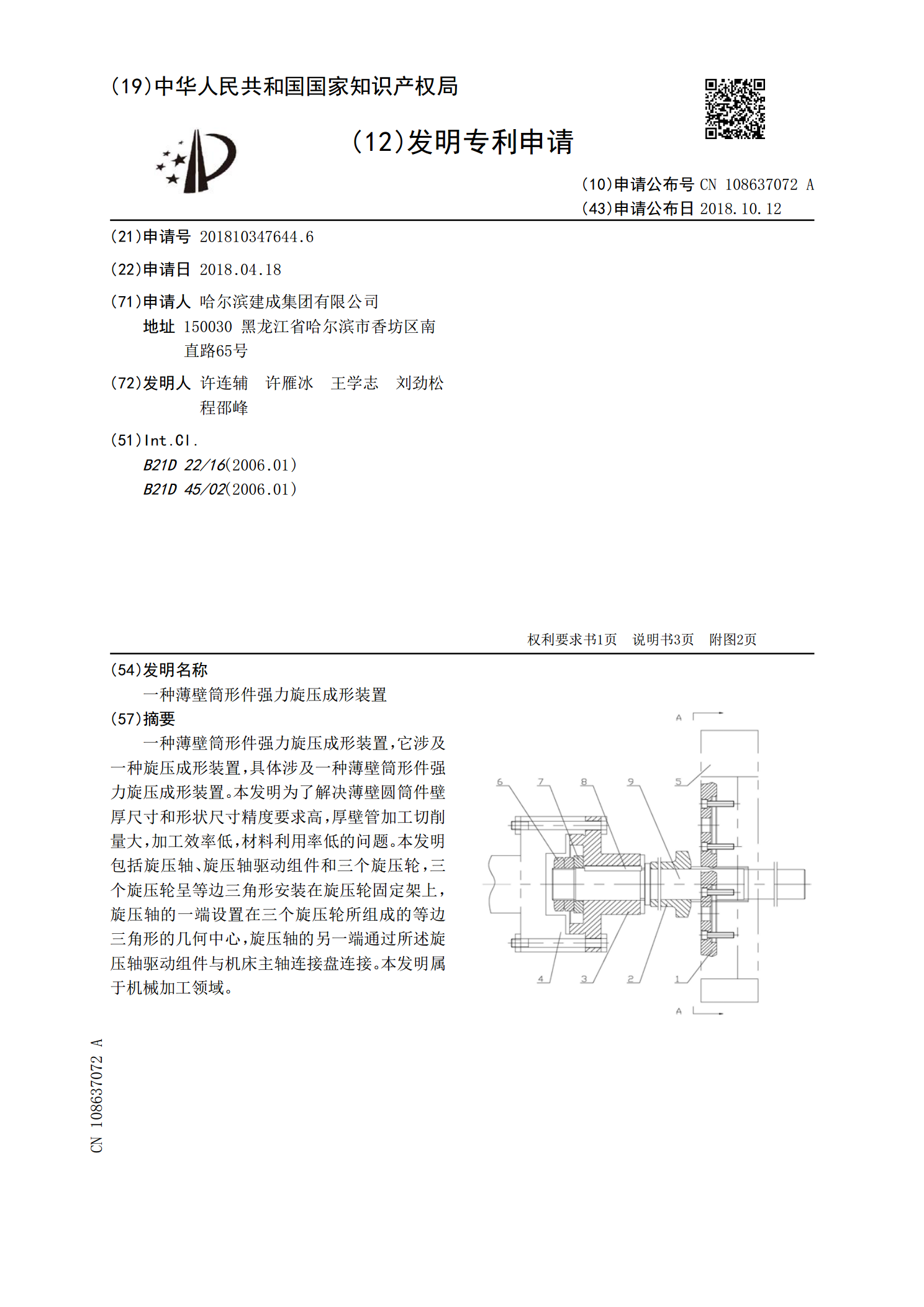
一种薄壁筒形件强力旋压成形装置.pdf
一种薄壁筒形件强力旋压成形装置,它涉及一种旋压成形装置,具体涉及一种薄壁筒形件强力旋压成形装置。本发明为了解决薄壁圆筒件壁厚尺寸和形状尺寸精度要求高,厚壁管加工切削量大,加工效率低,材料利用率低的问题。本发明包括旋压轴、旋压轴驱动组件和三个旋压轮,三个旋压轮呈等边三角形安装在旋压轮固定架上,旋压轴的一端设置在三个旋压轮所组成的等边三角形的几何中心,旋压轴的另一端通过所述旋压轴驱动组件与机床主轴连接盘连接。本发明属于机械加工领域。