
焊缝气孔产生原因及改善措施.ppt

17****92

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
焊缝气孔产生原因及改善措施.ppt
焊缝气孔产生原因及改善措施气孔危害气孔是指焊接时,熔池中的气体未在金属凝固前逸出,残存于焊缝之中所形成的空穴。气体是熔池从外界吸收的,或焊接冶金过程中反应生成的。气孔可分为氢气孔、氮气孔、二氧化碳气孔、一氧化碳气孔、氧气孔,熔焊中常见的气孔是氢气孔、一氧化碳气孔。气孔减少了焊缝的有效截面积、使焊缝疏松,从而降低了接头的强度,降低塑性,还会引起泄漏,气孔也是引起应力集中的因素,氢气孔还可能促成冷裂纹。原因分析二氧化碳电弧焊时,由于熔池表面没有熔渣盖覆,CO2气流又有较强的冷却作用,因而熔池金属凝固比较快,但
焊缝气孔产生原因及改善措施ppt课件.ppt
焊缝气孔产生原因及改善措施气孔危害气孔是指焊接时,熔池中的气体未在金属凝固前逸出,残存于焊缝之中所形成的空穴。气体是熔池从外界吸收的,或焊接冶金过程中反应生成的。气孔可分为氢气孔、氮气孔、二氧化碳气孔、一氧化碳气孔、氧气孔,熔焊中常见的气孔是氢气孔、一氧化碳气孔。气孔减少了焊缝的有效截面积、使焊缝疏松,从而降低了接头的强度,降低塑性,还会引起泄漏,气孔也是引起应力集中的因素,氢气孔还可能促成冷裂纹。原因分析二氧化碳电弧焊时,由于熔池表面没有熔渣盖覆,CO2气流又有较强的冷却作用,因而熔池金属凝固比较快,但
焊缝气孔缺陷的形成原因及防治措施.doc
焊缝气孔缺陷旳形成原因及防治措施姓名:单位:丹东黄海汽车有限责任企业地址:丹东黄海大街542号电话:6273189邮编:118000目录一摘要…………………………………………………………(2)二关键词…………………………………………………………(2)三前言…………………………………………………………(3)四1、焊缝气孔旳类型及形成条件…………………………(3)2、焊缝气孔旳防治措施……………………………………(6)五结束语…………………………………………………………(10)【摘要】焊接制造技术是一门理论性

钉子印产生的原因及改善措施(11.11.01).ppt
2011年11月01日2、选纸区选理之前必须先检查准备使用的栈板是否有钉子外露,有外露的要及时处理,并且要铺上瓦楞纸。ThankYou!
带压开孔焊接时气孔的产生原因及防止措施.pdf
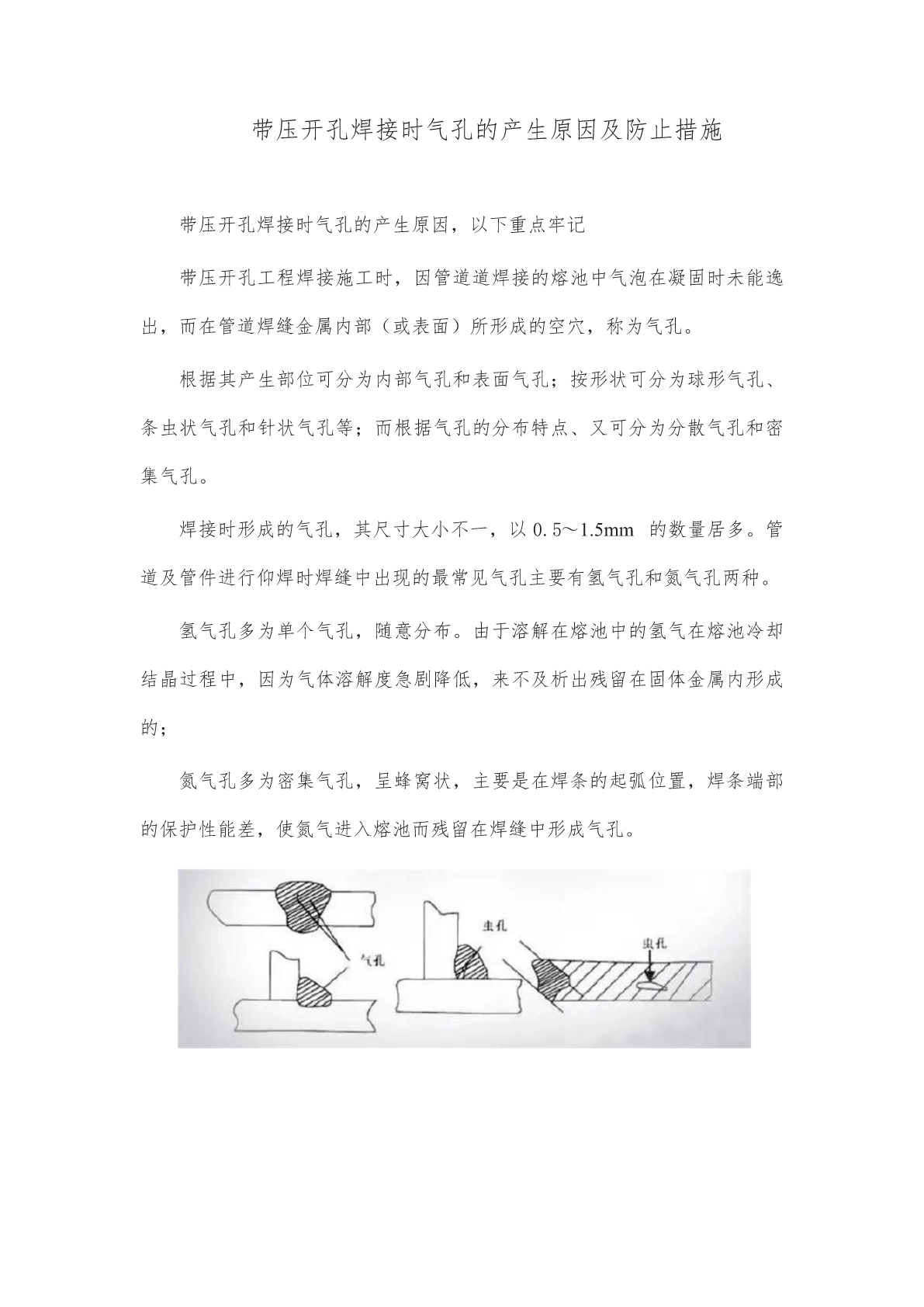
带压开孔焊接时气孔的产生原因及防止措施带压开孔焊接时气孔的产生原因,以下重点牢记带压开孔工程焊接施工时,因管道道焊接的熔池中气泡在凝固时未能逸出,而在管道焊缝金属内部(或表面)所形成的空穴,称为气孔。根据其产生部位可分为内部气孔和表面气孔;按形状可分为球形气孔、条虫状气孔和针状气孔等;而根据气孔的分布特点、又可分为分散气孔和密集气孔。焊接时形成的气孔,其尺寸大小不一,以0.5~1.5mm的数量居多。管道及管件进行仰焊时焊缝中出现的最常见气孔主要有氢气孔和氮气孔两种。氢气孔多为单个气孔,随意分布。由于溶解在