
注射模具设计基础-推出机构.ppt

lj****88


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共94页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
注射模具设计基础-推出机构.ppt
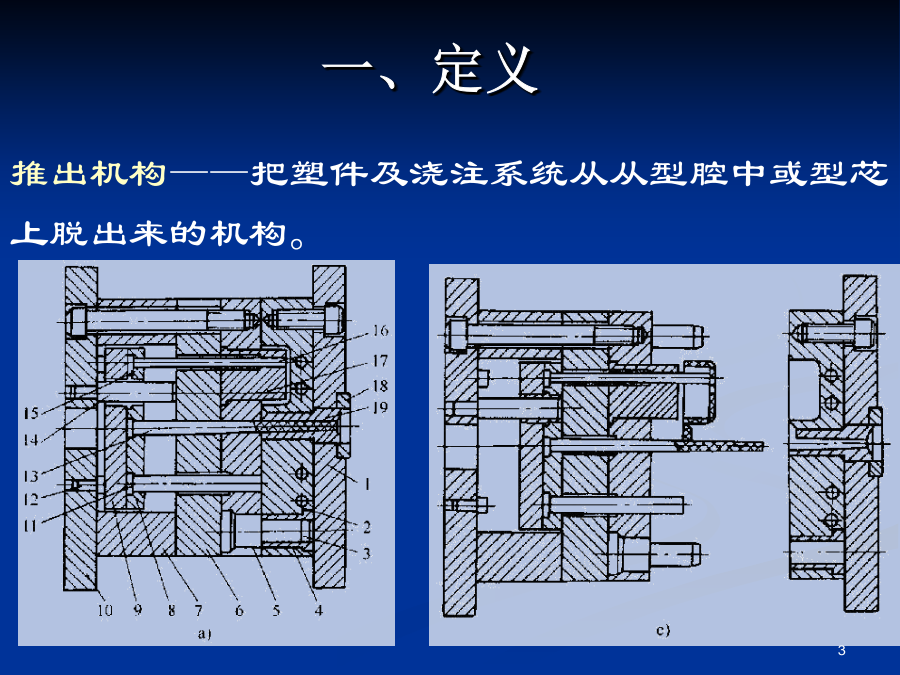
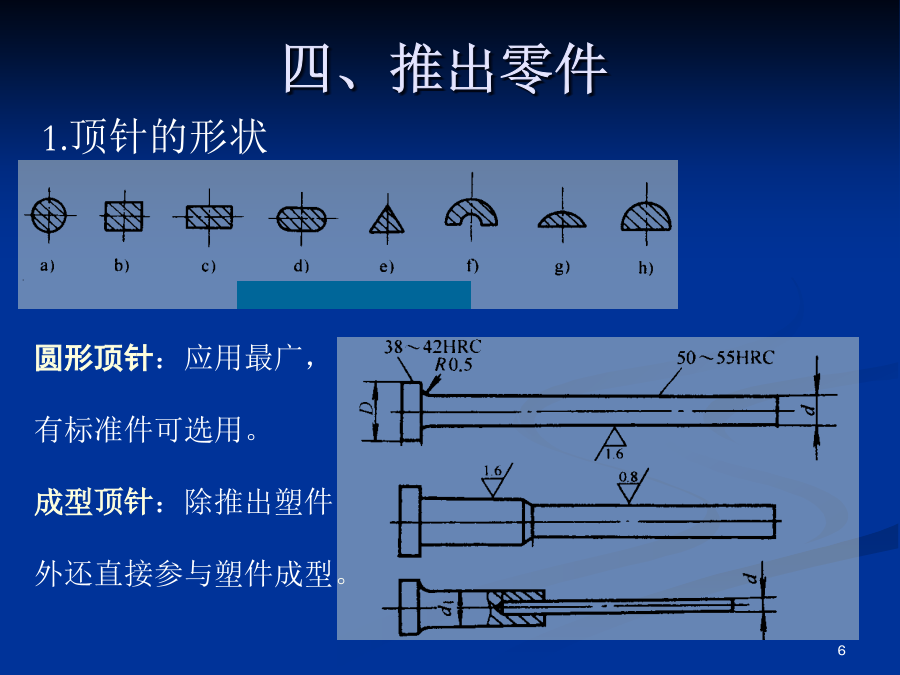
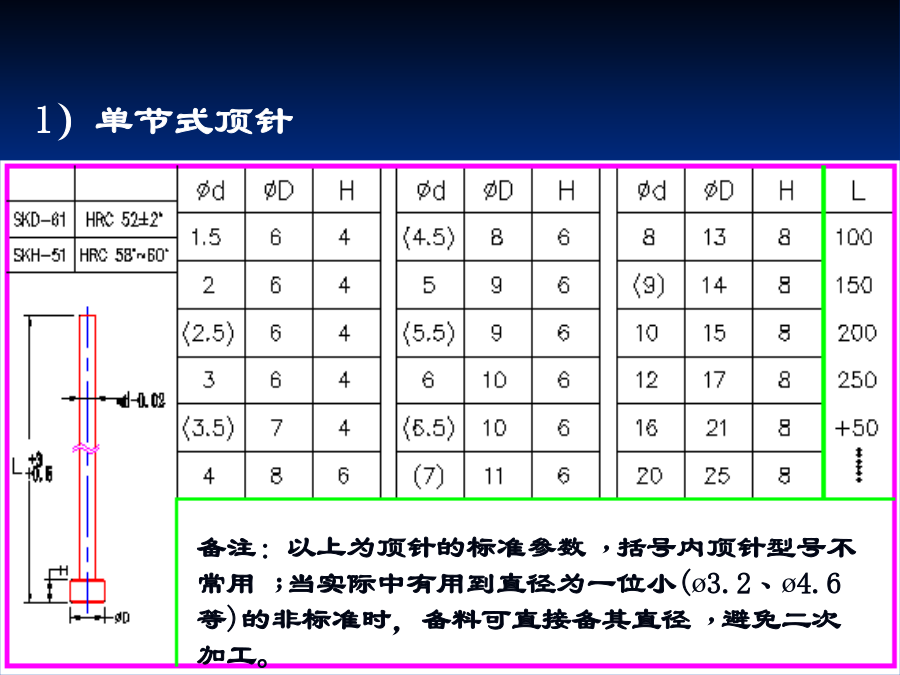
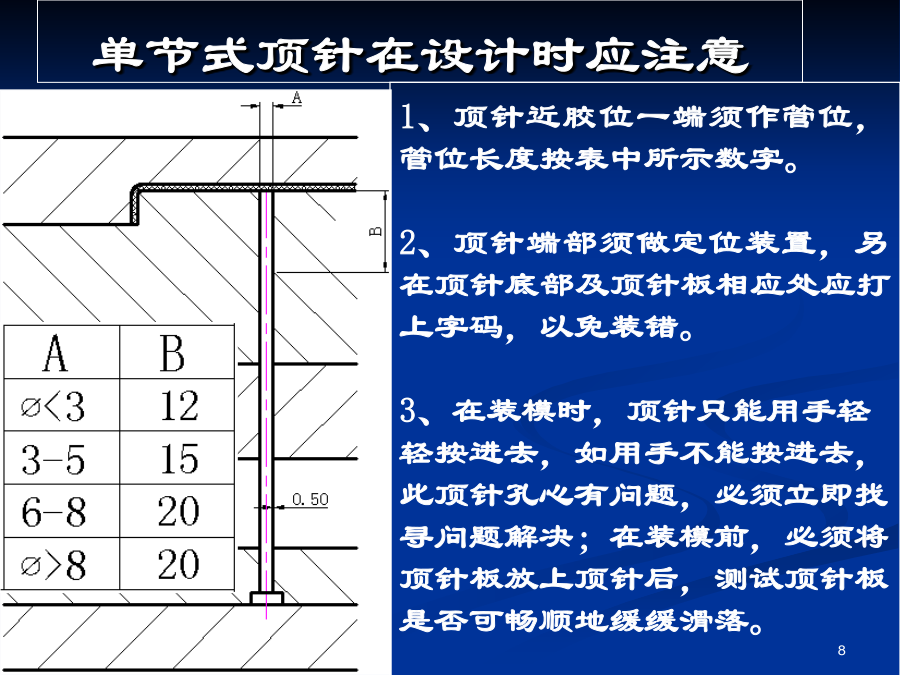
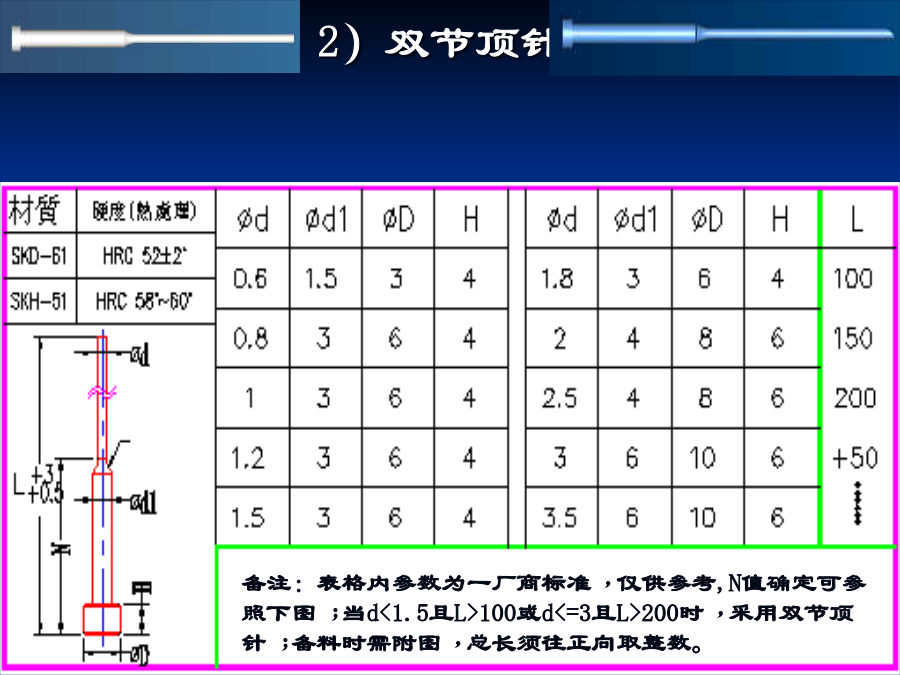
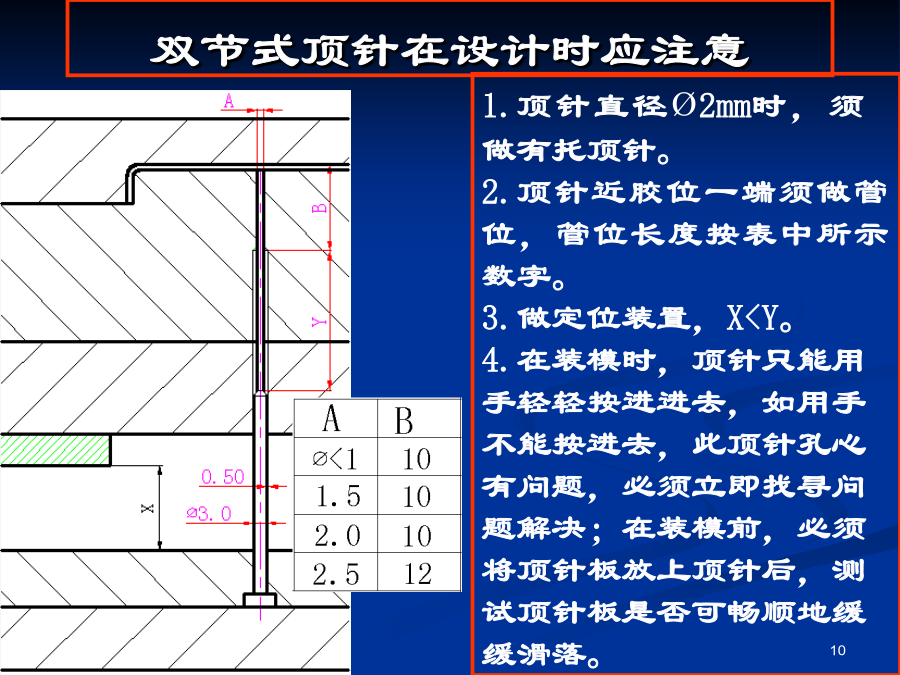
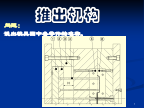
推出机构1.要求了解推出机构的各种类型,看懂原理结构图。2.会计算设计推杆、推管、推件板。一、定义二、推出机构的作用及组成三、推出机构的设计要求四、推出零件1)单节式顶针单节式顶针在设计时应注意2)双节顶针双节式顶针在设计时应注意备注﹕设计扁顶针时先确定A﹑B值﹐再依选用标准顶针﹐N值确定可参照图备料时需附图﹐总长须往正向取整数。扁顶针顶针在设计时应注意4)顶针推出位置的选择避开冷却通道的位置。一般可以允许顶杆侵入塑件不超过0.1mm,一般不允许顶杆端面低于塑件成型表面。只要不损伤塑件的外观,尽可能多设顶

第五章注射模具推杆推出机构设计.ppt
单分型面模具工作过程双分型面模具工作过程5.5.1脱模机构和设计原则一、脱模机构和设计原则1)塑件滞留于动模,模具开启后应以使塑件及浇口凝料滞留于带有脱模装置的动模上。2)保证塑件不变形损坏。3)力求良好的塑件外观。二、脱模力一般而论,塑料制件刚开始脱模时,所需克服的阻力最大,即所需的脱模力最大。5.5.2脱模机构的分类1、按动力来源分1)手动推出机构2)机动推出机构3)液压和气动推出机构2、按零件类别分类1)推杆推出机构2)推管推出机构3)推件板推出机构4)多元综合推出机构3、按结构特征分类1)简单推
注射模具设计基础5.pptx
注射成型(chéngxíng)模具的标准零部件第一(dìyī)课时2、注射成型工艺参数(cānshù)有哪四个方面?授新:2、注射成型(chéngxíng)模具标准化的优点3、注射成型(chéngxíng)模具标准模架(3)模架的结构(jiégòu)及名称(4)模架的组成(zǔchénɡ)(5)模架的基准(jīzhǔn)角(6)模架的设计(shèjì)②不需要设计(shèjì)的部分。巩固(gǒnggù)作业(zuòyè):第二(dìèr)、三课时注射(zhùshè)成型标准模架分类新授1)大水口(shu
注射模具设计基础6.0.ppt
复习第六章注射模的典型结构与注射机一、典型的注射模具结构3、注射模的结构组成4、注射模的类型(2)双分型面注射模双分型面注射模具有两个分型面,第一分型的目的是拉出浇注系统凝料,第二次分型的目的是拉断进料口使浇注系统的凝料与塑料制品分离,从而顶出的塑料制品不需要再进行去除浇注系统凝料的处理。(3)斜导柱侧向分型与抽芯注射模具当塑料制品侧壁有通孔,凹穴或凸台时,其成型零件必须制成可侧向移动的,否则,塑料制品无法脱模。带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。(4)带活动镶件的注射模具有些塑料制品上虽

注射模具设计基础8.ppt
型腔布局与分型面3、多型腔的排列4、排位距离的确定2)根据最大注射量型腔数目:n=(0.8G-m2)/m1G__注射机最大注射量(g)m1——单个塑件的质量(g)m2——浇注系统的质量(g)分型面3.分型面的表示方法4.分型面的形状5.分型面的选择原则有利于塑件脱模有利于保证塑件质量有利于保证塑件质量有利于保证塑件质量有利于保证塑件质量有利于保证塑件质量有利于保证塑件质量有利于保证塑件质量分型面的选择要有利于简化模具结构尽量地把侧向分型抽芯机构留在动模一侧塑件不止有一个抽芯的时候,在选择分型面时要使较大的