
注射模具设计基础6.0.ppt

sy****28

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共36页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
注射模具设计基础6.0.ppt
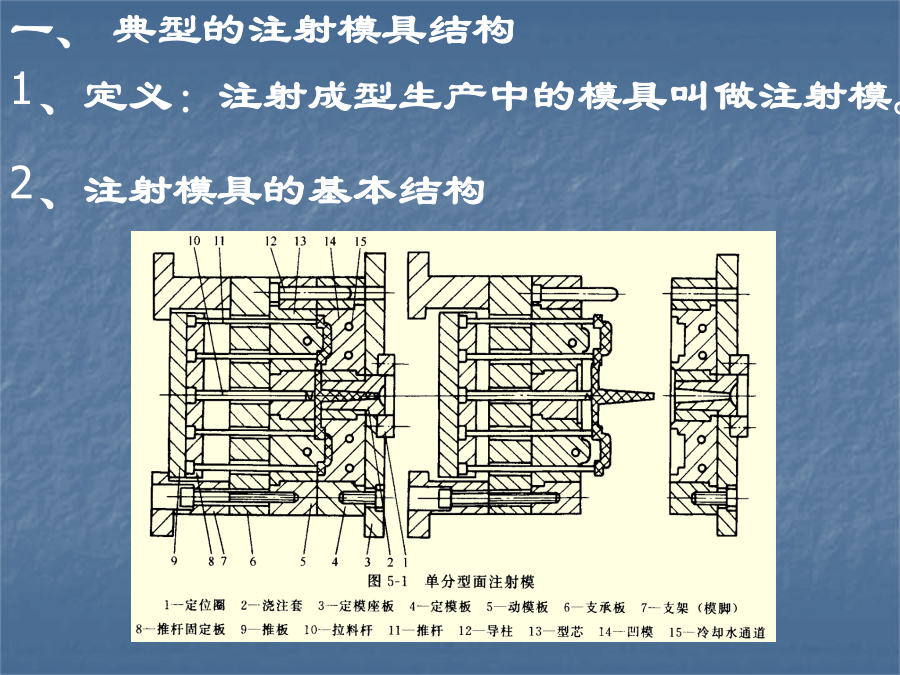
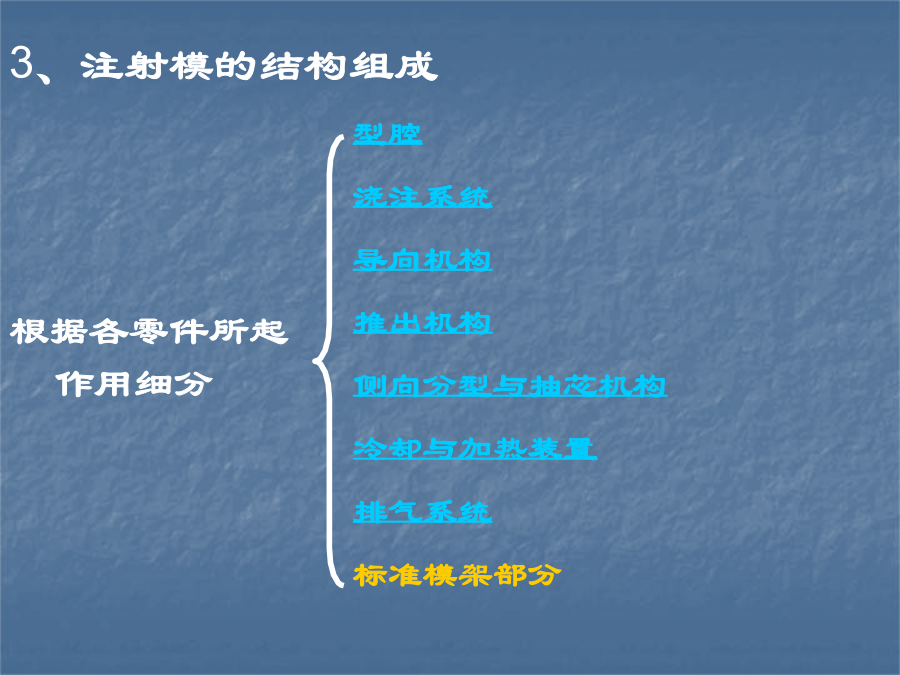
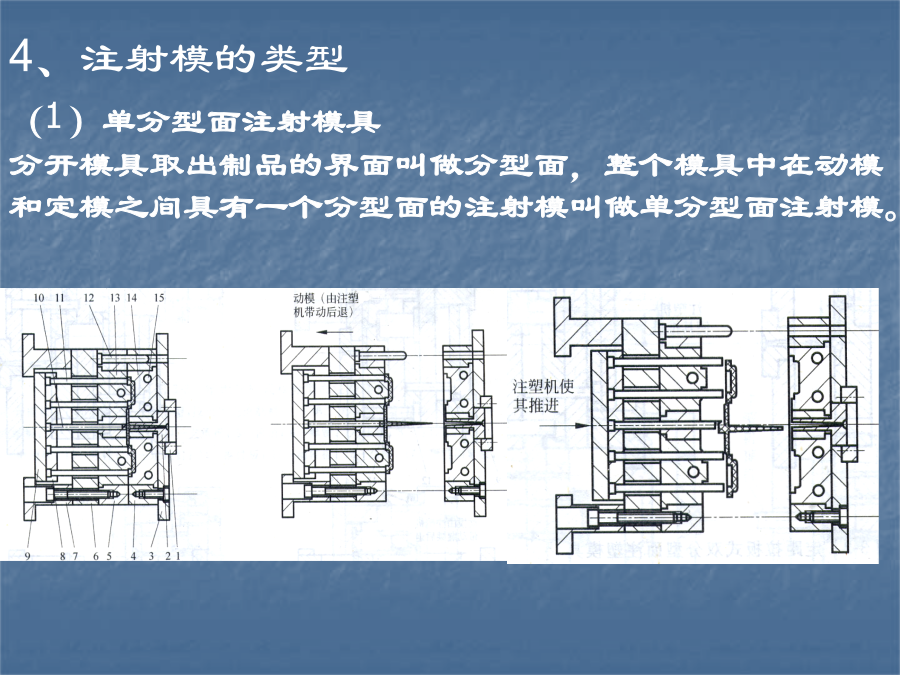
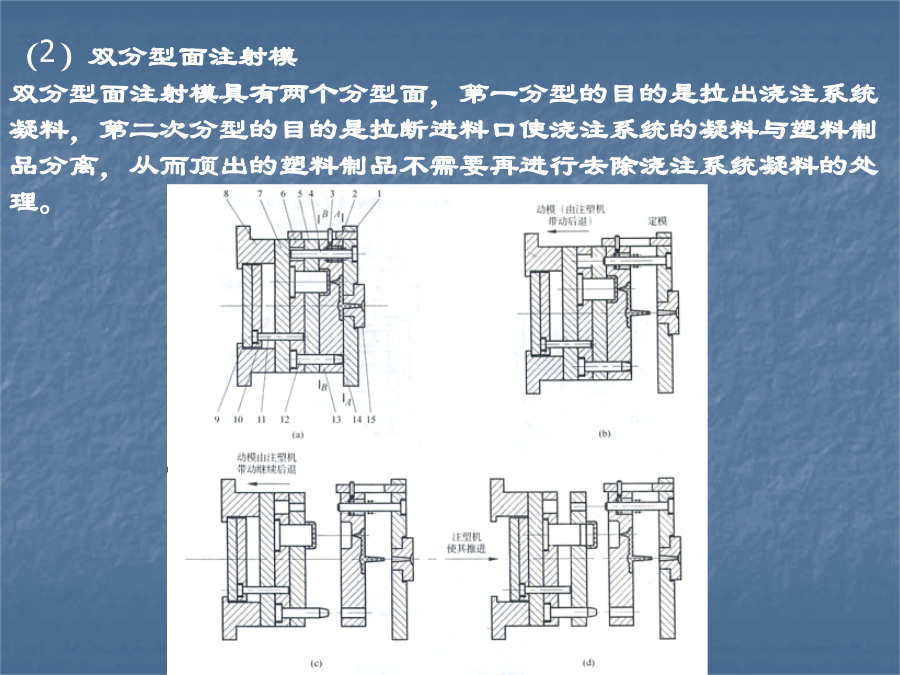
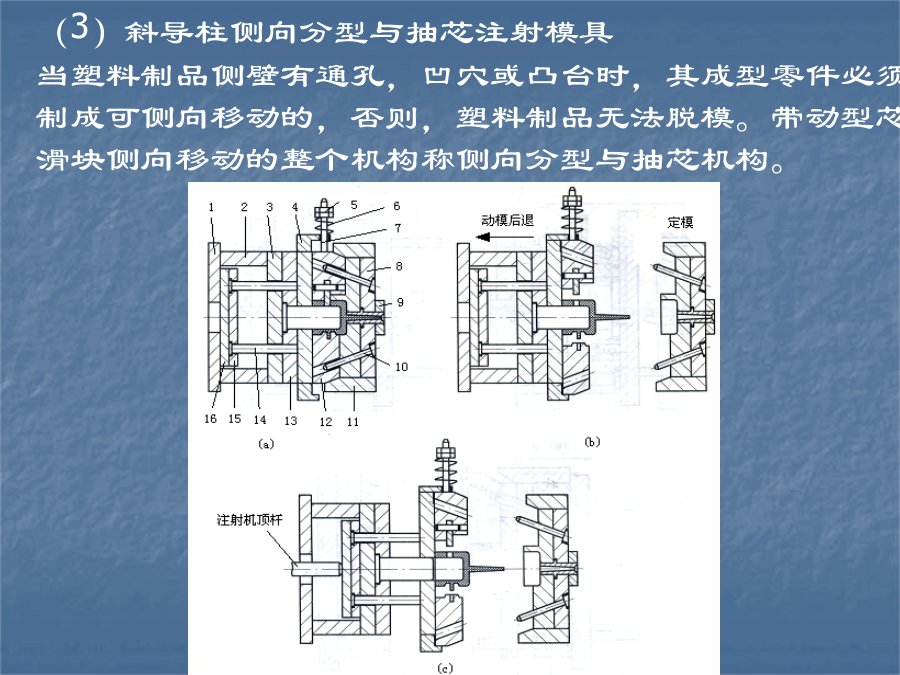
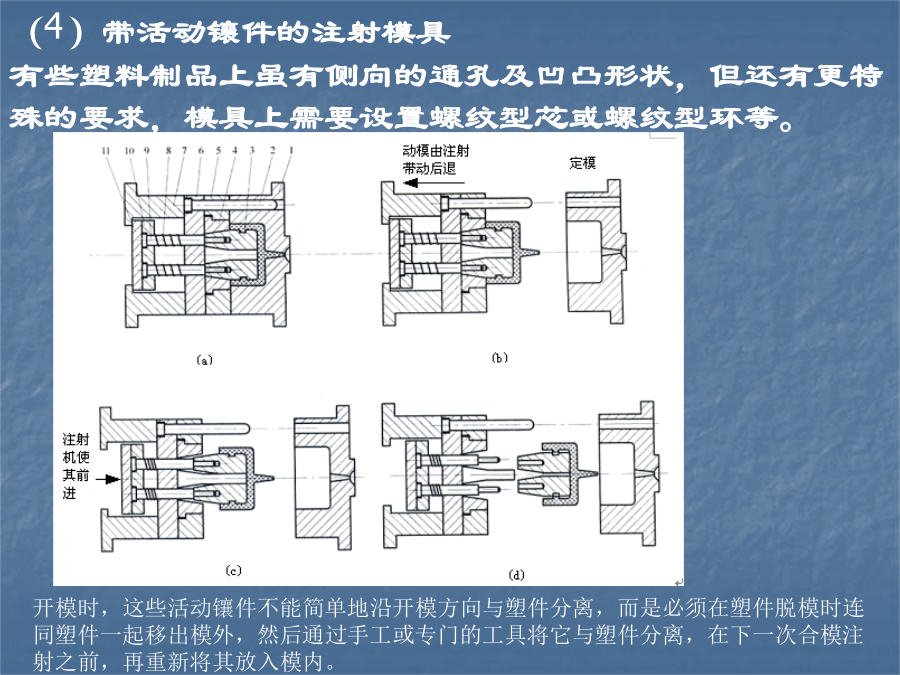
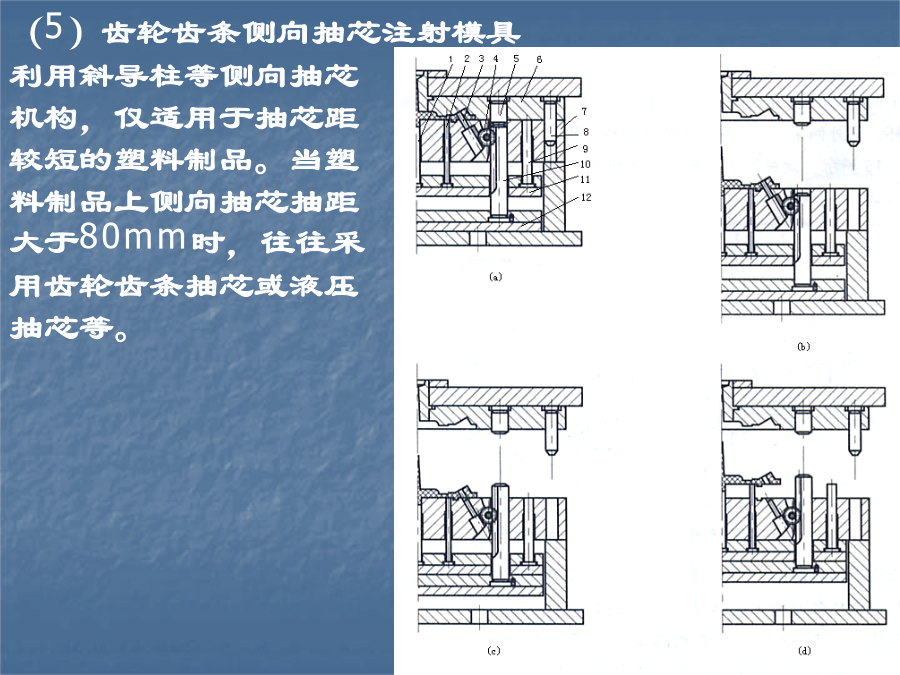
复习第六章注射模的典型结构与注射机一、典型的注射模具结构3、注射模的结构组成4、注射模的类型(2)双分型面注射模双分型面注射模具有两个分型面,第一分型的目的是拉出浇注系统凝料,第二次分型的目的是拉断进料口使浇注系统的凝料与塑料制品分离,从而顶出的塑料制品不需要再进行去除浇注系统凝料的处理。(3)斜导柱侧向分型与抽芯注射模具当塑料制品侧壁有通孔,凹穴或凸台时,其成型零件必须制成可侧向移动的,否则,塑料制品无法脱模。带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。(4)带活动镶件的注射模具有些塑料制品上虽
注射模具设计基础5.pptx
注射成型(chéngxíng)模具的标准零部件第一(dìyī)课时2、注射成型工艺参数(cānshù)有哪四个方面?授新:2、注射成型(chéngxíng)模具标准化的优点3、注射成型(chéngxíng)模具标准模架(3)模架的结构(jiégòu)及名称(4)模架的组成(zǔchénɡ)(5)模架的基准(jīzhǔn)角(6)模架的设计(shèjì)②不需要设计(shèjì)的部分。巩固(gǒnggù)作业(zuòyè):第二(dìèr)、三课时注射(zhùshè)成型标准模架分类新授1)大水口(shu

注射模具设计基础8.ppt
型腔布局与分型面3、多型腔的排列4、排位距离的确定2)根据最大注射量型腔数目:n=(0.8G-m2)/m1G__注射机最大注射量(g)m1——单个塑件的质量(g)m2——浇注系统的质量(g)分型面3.分型面的表示方法4.分型面的形状5.分型面的选择原则有利于塑件脱模有利于保证塑件质量有利于保证塑件质量有利于保证塑件质量有利于保证塑件质量有利于保证塑件质量有利于保证塑件质量有利于保证塑件质量分型面的选择要有利于简化模具结构尽量地把侧向分型抽芯机构留在动模一侧塑件不止有一个抽芯的时候,在选择分型面时要使较大的
注射模具设计基础7.ppt
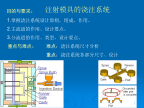
注射模具的浇注系统浇注系统:指由注射机喷嘴中喷出的塑料进入型腔的流动通道。作用:使塑料熔体平稳有序地填充型腔,并在填充和凝固过程中把注射压力充分传递到各个部分,以获得组织紧密的塑件。重要性:流道系统的设计是否适当,直接影响成形品的外观、物性、尺寸精度和成型周期。二、浇注系统组成三、浇注系统设计原则熔接痕的存在主要会影响外观,使得产品的表面较差;而出现熔接痕的地方強度也会较差。4)尽量减少流向杂乱3.尽可能做到同步填充四、主流道设计3、形式:1)直接在模板上加工出主流道2)浇口套ØDØDH9/f9五、分流道
注射模具设计基础-推出机构.ppt
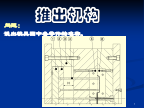
推出机构1.要求了解推出机构的各种类型,看懂原理结构图。2.会计算设计推杆、推管、推件板。一、定义二、推出机构的作用及组成三、推出机构的设计要求四、推出零件1)单节式顶针单节式顶针在设计时应注意2)双节顶针双节式顶针在设计时应注意备注﹕设计扁顶针时先确定A﹑B值﹐再依选用标准顶针﹐N值确定可参照图备料时需附图﹐总长须往正向取整数。扁顶针顶针在设计时应注意4)顶针推出位置的选择避开冷却通道的位置。一般可以允许顶杆侵入塑件不超过0.1mm,一般不允许顶杆端面低于塑件成型表面。只要不损伤塑件的外观,尽可能多设顶